Energy Analysis and Current Value Stream Map Applied to a Typical Triple Concentrate Tomato Paste Production Plant with an Average Production Capacity of 500 ton/day
The aim of this manuscript is to review and assess major energy and management aspects of a typical agro-food processing plant that transforms fresh tomatoes for producing tomato paste concentrate. Firstly, the main processes of the whole industrial production line will be step-by-step described, and then, starting from the development of a Current Value Stream Map, the related main equipment and energy consumption will be accounted. In particular, this study will allow highlighting the most relevant processes from an energy point of view that will be considered for proposing useful baselines for a sector specific benchmarking in thermal and electricity consumption. Sector specific Key Performance Indicators (KPIs) for a general energy behaviour comparison among similar production plants have also been proposed.
Pila j3
Economic Development, Italy
Introduction
According to Eurostat, in Europe, in 2015, concentrated tomato puree and paste (PRODCOM Code 10391721) represented more than 8.5 billion Euros of production value (in particular 72.5 million Euros in Italy, 49.8 in Spain, 45 in Portugal, 12.3 in France and 8.3 in Greece). Cooperatives and enterprises involved in the transformation of tomatoes show a relevant energy consumption that depends on the specific final product.
On average, for preserved tomatoes, thermal energy consumption is 1,200-1,500 kJ/kg (0.333-0.417 kWh/kg) and the one of electricity is 0.009-0.0012 kWh/kg; for tomato concentrates, thermal energy consumption is 8,500-12,000 kJ/kg (2.361-3.333 kWh/kg) and the one of electricity is 0,050-0,085 kWh/kg (data from ENEA, ENEL, ENI, IASM, December 1985). The significant variation in the electrical energy consumption among different tomato plants is mainly due to the production capacity. A typical medium, medium-large plant producing some hundreds tons of fresh tomato paste per day requires a constant and continuous supply of fresh tomato fruits (raw materials), that can be achieved only through a careful management of fruit harvesting and delivering. In this way, the right amount of tomatoes may reach the plant at the right moment. The installation of cement tanks in the processing plant is very common and facilitates the immersed in water quick storage of the raw material waiting to enter and the replenish constantly the processing chain. It is of fundamental importance that the tomato processing line is continuously operative at the maximum capacity, avoiding working at very low capacity or intermittently. In fact, every time the tomato line process is switched off, machines must be accurately cleaned, thus loosing several working hours, consuming a great amount of water, and wasting either fresh tomatoes waiting in trucks outside the plant or tomatoes in the facility in various stage of processing, particularly in the evaporator. As for the majority of fruit and vegetable, being perishable products, fresh and ripe tomatoes cannot wait more than 24-48 hours to be processed outside the plant, particularly during the hot sunny season, where the temperature may be over 30 °C, because this would determine a less quality final product with a lower Brix. Thus, definitely, the best solution is to produce paste all day, every day. Tomatoes contain on average 95% water and only 5% solids and sugars, and in fact production of tomato paste requires very large fruit amounts. The term “tomato paste”, which includes different degrees of concentration, is related to canned tomatoes prepared by eliminating a part of the water from the pulpy juice obtained by homogenising fresh tomatoes and sieving the resulting chopped product. To prepare tomato paste, tomatoes must be riche in colour, flavour and aroma, with the right acidity level and high sugar content. For definition, tomato paste contains more than 18% solid material (18°Brix); double concentrate tomato paste contains more than 28% solid material (28°Brix) and it is obtained by Hot Break (HB) technology. In HB, immediately after chopping, fresh tomatoes are heated to 85-100°C. Then, triple concentrate tomato paste contains more than 36% solid material (36°Brix) and it is obtained by Cold Break (CB) technology. In CB, after chopping, tomatoes are heated to 65-75°C. In general, production of tomato paste is performed during the prime time of the tomato season, when fresh tomatoes offer their best quality. Tomato is considered a tender warm season crop. Most cultivated tomatoes require around 75 days from transplanting to first harvest and can be harvested for several weeks before production declines. Production of concentrate tomato products can be carried out at different scales, from small scale (kilograms per hour) to large industrial scale (up to 200- 300 tons per hour), in which the energy consumption per unit of production is greatly reduced. In medium and medium-large industries, the capacity of the whole tomato paste processing line in cold-break (but also in hot-break) system may be from 0,5 to 80 tons/hour, meaning from 0,5 up to 80 tons of tomato fresh fruits (input capacity) may be processed per hour. Higher capacity of tomato processing are recommended. This study has been conducted for the Project “SCOoPE”, “Saving Cooperative Energy”, funded by the H2020 Programme of the European Union (Project ID: 695985; www.scoope.eu).
Industrial Processes for Tomato Paste Production
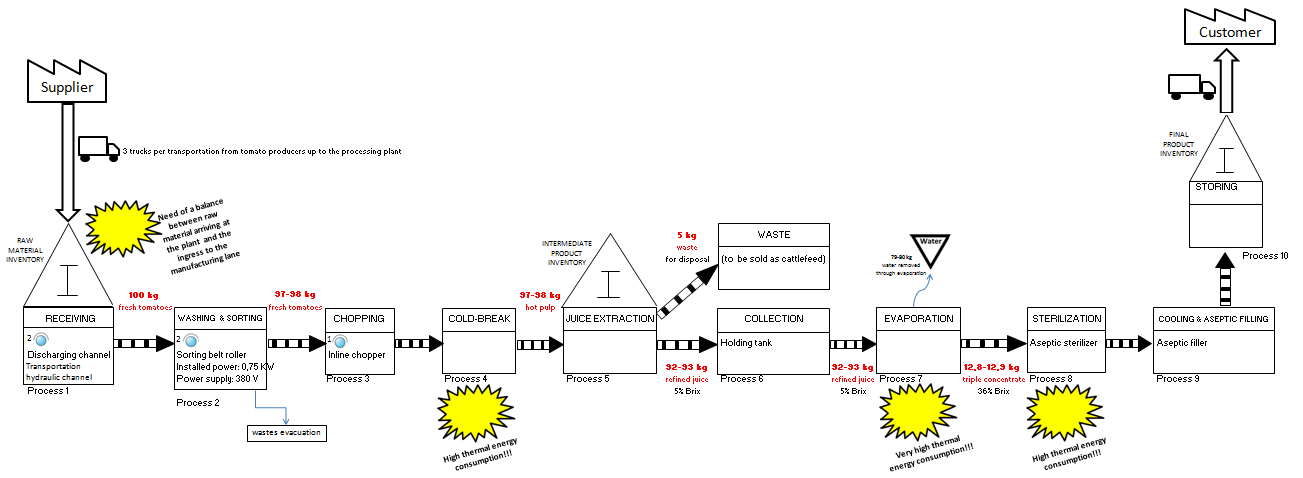
A list with a brief description of the main processes performed in typical tomato paste processing facilities follows (Figure 1 and Table 1).
| Process | Equipment | Nominal Capacity | Installed Power | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1) Fresh Tomatoes Receiving | Trucks for transportation | ||||||||||
| Offloading area | |||||||||||
| Tube or pump to pipe water into the truck (water tanks) | |||||||||||
| Water pumping to next process (collection channel) | |||||||||||
| 2) Washing and Sorting | Collection channel (washing machine) | ||||||||||
| Pumping to next process (sorting grading station) | |||||||||||
| Automatic sorting machine (sorting inspection conveyor like a belt roller, calibrator). | Given an average speed of 0,10 m/sec: | Voltage: 3x400V 50Hz | |||||||||
| 1 h = 60 min * 60 sec = 3,600 sec in 1 h. | Air consumption: 0,55 kW | ||||||||||
| In 1 meter, on average 10 kg of fruit pass. | Speed: 0,15-0,35 m/s | ||||||||||
| In 1 h, 360 m run (3,600 sec * 0,10 m). | Dimensions: L=300, E=74, H=65-130 cm | ||||||||||
| Average capacity per hour: 3600 kg. | |||||||||||
| Maximum capacity per day (24 h): 86,4 t. | |||||||||||
| Conveyor to next process | |||||||||||
| 3) Chopping | Chopping station (crusher) | ||||||||||
| Pumping to next process | |||||||||||
| 4) Cold Break (pulp is preheated at 65°C) | Preheater (cold break unit) | From 450 to 4,800 t/h | |||||||||
| Pumping to next process | |||||||||||
| 5) Juice Extraction | Extraction unit (pulper + refiner) | 12-20 t/h with the large motor installed (1-3 t/h with the XS motor) | X-Small motors: 37 kW Small motors: 55 kW Medium motors: 75 | ||||||||
| Large motors: 90 kW | |||||||||||
| Water consumption: 1 m3/h | |||||||||||
| 25-35 t/h each double stage | 35 + 15 = 45 kW | ||||||||||
| Pulper rotor diameter: 400 mm | |||||||||||
| Finisher rotor diameter: 400 mm | |||||||||||
| High capacity up to 110 t/h | 90-110 kW | ||||||||||
| 95% Pulp + 5% Waste (transported out of the facility to be sold as cattle feed) | |||||||||||
| Pumping to next process | |||||||||||
| 6) Collection | Holding tank that continuously |
| feeds the evaporator | |||
| 7) Evaporation(at low pressure for concentration) | Evaporator (forced circulation type) | Evaporation capacity: 26,000 L/h. | |
| 7) Evaporation(at low pressure for concentration) | Evaporator (forced circulation type) | In a triple effect evaporator up to 3.2 kg of water are evaporated for each kg of live steam used. | |
| 7) Evaporation(at low pressure for concentration) | Evaporator (forced circulation type) | Nominal capacity: up to 1,200 t fresh tomato/day | |
| High pressure pumping to next process | |||
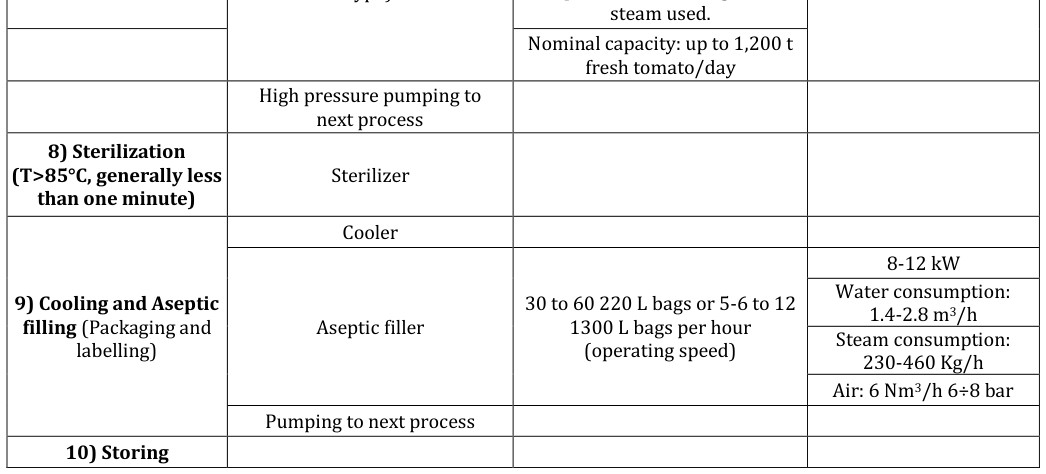
| 8) Sterilization(T>85°C, generally less than one minute) | Sterilizer | ||
| 9) Cooling and Aseptic filling (Packaging and labelling) | Cooler | ||
| 9) Cooling and Aseptic filling (Packaging and labelling) | Aseptic filler | 30 to 60 220 L bags or 5-6 to 12 1300 L bags per hour (operating speed) | 8-12 kW |
| 9) Cooling and Aseptic filling (Packaging and labelling) | Aseptic filler | 30 to 60 220 L bags or 5-6 to 12 1300 L bags per hour (operating speed) | Water consumption: 1.4-2.8 m³/h |
| 9) Cooling and Aseptic filling (Packaging and labelling) | Aseptic filler | 30 to 60 220 L bags or 5-6 to 12 1300 L bags per hour (operating speed) | Steam consumption: 230-460 Kg/h |
| 9) Cooling and Aseptic filling (Packaging and labelling) | Aseptic filler | 30 to 60 220 L bags or 5-6 to 12 1300 L bags per hour (operating speed) | Air: 6 Nm³/h 6÷8 bar |
| 9) Cooling and Aseptic filling (Packaging and labelling) | Pumping to next process | ||
| 10) Storing |
Table 2: List of processes and typical related equipment.
| feeds the evaporator | |||
| 7) Evaporation(at low pressure for concentration) | Evaporator (forced circulation type) | Evaporation capacity: 26,000 L/h. | |
| 7) Evaporation(at low pressure for concentration) | Evaporator (forced circulation type) | In a triple effect evaporator up to 3.2 kg of water are evaporated for each kg of live steam used. | |
| 7) Evaporation(at low pressure for concentration) | Evaporator (forced circulation type) | Nominal capacity: up to 1,200 t fresh tomato/day | |
| High pressure pumping to next process | |||
| 8) Sterilization(T>85°C, generally less than one minute) | Sterilizer | ||
| 9) Cooling and Aseptic filling (Packaging and labelling) | Cooler | ||
| 9) Cooling and Aseptic filling (Packaging and labelling) | Aseptic filler | 30 to 60 220 L bags or 5-6 to 12 1300 L bags per hour (operating speed) | 8-12 kW |
| 9) Cooling and Aseptic filling (Packaging and labelling) | Aseptic filler | 30 to 60 220 L bags or 5-6 to 12 1300 L bags per hour (operating speed) | Water consumption: 1.4-2.8 m³/h |
| 9) Cooling and Aseptic filling (Packaging and labelling) | Aseptic filler | 30 to 60 220 L bags or 5-6 to 12 1300 L bags per hour (operating speed) | Steam consumption: 230-460 Kg/h |
| 9) Cooling and Aseptic filling (Packaging and labelling) | Aseptic filler | 30 to 60 220 L bags or 5-6 to 12 1300 L bags per hour (operating speed) | Air: 6 Nm³/h 6÷8 bar |
| 9) Cooling and Aseptic filling (Packaging and labelling) | Pumping to next process | ||
| 10) Storing |
Table 2: List of processes and typical related equipment.
Chopping: The tomatoes suitable for processing are pumped to a chopping station, that could be a hammer mill or a special mono-pump provided with a pre-feeding screw where they are chopped. Cold or hot break: It is a thermal treatment. The pulp is pre-heated at 65-75 °C for CB processing or at 85-95 °C for HB processing. HB products have major pectin content than CB products because the higher temperature inactivates anti-pectin enzymes. Juice extraction: The pre-heated tomato pulp is then passed through an extraction unit made of a pulper and a refiner. From the extraction unit two products come out: refined juice for concentration and waste for disposal (generally it is sold as cattle feed). The average extractor yield varies depending on the temperature of the pulp (juice yield increase with a higher T), tomato variety, and extractor technical parameters such as type of sieves, rotation speed, etc. On average, yield is around 95%. For example, if the extractor is fed with 100 kg of hot pulp, it will produce 95 kg of juice and 5 kg of waste. Considering
also 1-3% of product waste coming from the sorting, at this point, 100 kg of fresh tomato fruits will give 93-94 kg of juice to be concentrated. Collection: The refined juice is collected in a large holding tank which constantly feeds the evaporator. Evaporation: It is the process of concentration (by extracting water from the juice) and represents the most energy-intensive step of the whole tomato paste processing line. The refined juice is still only 5% solid and after evaporation it will become double concentrate paste (28°Brix) or triple concentrate (36°Brix). The entire concentration process takes place under vacuum conditions at low temperatures. Evaporator output (equal to evaporator capacity) is measured on litres of evaporated water per hour (L/hour). The evaporative capacity of tomato juice concentrators is influenced by the juice viscosity: at high Brix % corresponds more output. The major operating cost for the evaporation is due to the production of the steam (by a boiler). The multiple-effect evaporator design allows energy savings reducing operating costs. Sterilization: The concentrate is pumped from the evaporator directly to the aseptic system tank, and from there to the aseptic sterilizer-cooler (where it is cooled down to 35-38°C). The aim of the sterilization is to destroy all microorganisms which could alter the product. Sterilization temperature and holding time vary according to the pH of the final product: when the concentrate is enough acid (pH<4.3) a lower temperature (90-95°C at the center of the tomato box) may be used, when the pH is between 4.3 and 4.5 is necessary to use a higher temperature (100°C for 7-8-minutes). It is worth of noting that final product quality improves when commercial sterility can be obtained with minimal heat damage. Packaging and labelling: There are at least two possible ways the concentrate tomato may pass through: in- container filling, closing and sterilization, or aseptic sterilization and filling. In the first case, containers (such as cans) are filled with paste, are closed, and then are conveyed to a cooker where the product is heated to sterilization temperature. In the second case, tomatoes are heated in a closed system, sterilized, and aseptically cooled to ambient temperature; then the sterilized paste is filled into aseptic foil bags. Storing: Outdoors storage. No need special temperature. Packed product may be stored 12 to 24 months.
Current Value Stream Map applied to a typical triple concentrate tomato paste production plant
With the aim of developing strategies for the operational and supply management for achieving a high energy efficient processing performance of the plant, we attempted a Current Value Stream Mapping (CVSM) of a typical triple concentrate tomato paste processing plant (Figure 1), using the Lean & Green approach [1, 2]. As example of a large scale production plant, it can be considered a capacity of 20,8 tonnes/hour, reaching 500 tonnes/day and 75,000 tonnes/year, in 150 working days (medium seasonal duration), 24 hours/day in three shifts. In such a plant, the finished concentrate may be sterilized, cooled and aseptically filled in ready-to-sell sterile bags of complex aluminium polyethylene of variuous size between 5 to 1000 kg, or it may be as well packaged in 500 or 1000 g cans for domestic use. According to lean philosophy for moving from current to future state, a Kaizen burst is placed on a value stream map to indicate an action that needs to be taken to get the future (improved) state [3]. As highlighted by the Kaizen bursts in Fig. 1, from the raw material supplier in the field/greenhouse cultivation to the entry of the manufacturing processing line, there is a strong need of input/output balancing in order to reduce as much as possible raw material waste and energy consumption. Inside the map, the processes more energy-consuming are the cold or hot break, the evaporation and the sterilization.
Conclusion
The industry of tomato concentrates meets important energy expenses, first of all due to the thermal treatments which require high amounts of natural gas, fossil oil or coal. Also electrical costs are very high in tomato paste processing plants and there are two main wastes that need to be valorized and re-used, as the water required for fruit washing and as fruit flow driver through the processing line before the first encountered thermal treatment (cold break or hot break), and also the tomato wastes, including tomato pomace, skins and seeds. For example, the tomato skin is well known as a rich source of lycopene, an antioxidant carotenoid. Tomato wastage is often dried and used to feed dairy cattle, for pet food or it is sent to landfill. In this case, there is also the potential for this waste to feed decentralised combined heat and power plants (CHPs) to generate energy locally [7]. Nowadays tomatoes for industries are also produced during all year under greenhouse conditons. Energy is one of the highest expenses in greenhouse production and sometimes supplemental lighting may not be economically feasible. There are several innovations that allow certain energy savings, such as the installation of a LED lighting system, which allows shorter ignition times and a lower thermal energy emission [8, 9]. Even more interesting is the chance of designing different plant specific light spectra based on their particular metabolic system with the aim of maximizing energy radiation by the lamps. Thus, in the near future it will be possible to use the light spectrum that best fits the photosynthetic pathway of some plant fruits increasing both quantity and quality of the harvest. Growing times will be also accelerated by acting on stimulation of germination and/or flowering time. Another technology that allows a sustainable acclimatization, particularly adapted to Mediterranean areas and linked to the energy efficiency, is the the solar cooling technology. In fact, this technology allows to maintain the internal greenhouse ait temperature in winter season by heating and in summer season by cooling [10].
Acknowledgements
SCOoPE Project is funded by the H2020 Programme of the European Union. The authors of the manuscript wish to acknowledge also other partners of the Project that gave inputs to this study, in particular Cooperativas Agro- alimentarias (Juan Sagarna, Irene Cerezo, Susana Rivera), CIRCE (Inmaculada Fraj), and D.R.E.A.m. (Enrico Pietrantonio and Chiara Chiostrini), in addition to other colleagues of ENEA (Alberto Mastrilli) and UPM (José Luis García).
References
-
Zokaei K, Lovins H, Wood A, Hines P (2013) Creating a Lean and Green Business System: Techniques for Improving Profits and Sustainability. CRC Press. Taylor & Francis Group.
-
Latini A, Campiotti CA, Pietrantonio E, Viola C, Peral V, et al. (2016) Identifying strategies for energy consumption reduction and energy efficiency improvement in fruit and vegetable producing cooperatives: a case study in the frame of TESLA project. Agric Agric Sci Procedia 8: 657-663.
-
Harris C, Harris R (2008) Lean Connections. Making Information Flow. CRC Press. Taylor & Francis Group.
-
Giagnacovo G, Latini A, Campiotti CA, Viola C, Scoccianti M (2016) D.3.6 Extended Value Stream Maps of NACE 10.3: Fruit juices and purees and tomato concentrates. Deliverable D3.6 of the EU Project SCOoPE “Saving Cooperative Energy”.
-
Latini A, Giagnacovo G, Campiotti CA (2017) Thermal Key Perfomance Indicators (KPIs). Deliverable D2.2 of the EU Project SCOoPE “Saving Cooperative Energy”.
-
Fuentes-Pila J, García JL, Benito S, López-Cozar C, Cedeño P, et al. (2017) Electric Key Perfomance Indicators (KPIs). Deliverable D2.3 of the EU Project SCOoPE “Saving Cooperative Energy”.
-
López-Avilés A, Leach M (2016) Local Nexus Network for Re-Distributed Manufacturing: Energy Feasibility Study. Final Report. Local Nexus Network (LNN).
-
Massa GD, Kim HH, Wheeler RM, Mitchell CA (2008) Plant productivity in response to LED lighting. Hort Science 43(7): 1951-1956.
-
Tewolde FT, Lu N, Shiina K, Maruo T, Takagaki M, et al. (2016) Nighttime supplemental LED inter-lighting improves growth and yield of single-truss tomatoes by enhancing photosynthesis in both winter and summer. Front Plant Sci 7: 448.
-
Vox G, Blanco I, Mugnozza GS, Schettini E, Bibbiani C, et al. (2014) Solar absorption cooling system for greenhouse climate control: Technical evaluation. Acta Hortic 1037: 533-538.
- Enhancement of Vegetative Growth and Fruit Yield in Cucumber (Cucumis sativus L.) via Spiritual Blessing (Biofield) Energy Intervention
- Production of Açaí (Euterpe oleracea Mart.) under Different Agroforestry System Management Intensities in Amazonian Floodplain (Varzea) Forests
- Coffee and the Production Region: What is the Secret to the Expression "Quality"?
- Experiential Agripreneurship Training in Sub-Saharan Africa: Integrating a Business Incubator into Postgraduate Livestock Education at the University of Buea
- Advances in Agricultural High-Quality Development
- Linking Compost Residue to ABAGE in Plants - a Short Note