A Review on Cement Kiln Dust (CKD), Improvement and Green Sustainable Applications
Alkaline compounds can activate many of the inactive waste materials, these compounds containing Ca(OH)2 and Portland cement, to develop usable additional cement products. Waste materials are typically more versatile in structure than defined stated, refined materials. Adequate definition procedures are, however, available to allow materials such as fly ash and blast furnace slags to be characterized with accuracy. Progress has been made on other recycled waste materials, such as metakaolin. Cement kiln dust (CKD) produced as a by-product during cement production processes. Physical and chemical characteristics of CKD depend on the raw materials, the furnace operation process, the dust collection systems, and the type of fuel used in the manufacturing of cement clinkers. Sustainable applications of CKD and municipal solid waste in green lightweight construction materials have been investigated.
Introduction
For a variety of subterranean uses, cement materials may be used, the primary cementation from which pipe strings, such as casings and liners, are cemented in wells is an example of a subterranean application that utilizes cement compounds. The cement composition can be drained into an annular space between the walls of the well and the outer surface of the pipe sheet during the output of primary cementing. In an annular space, the cement composition settles, forming an annular sheath of hardened cement (i.e., a cement sheath) in it that supports and positions the pipe string in the well bore and connects the pipe string’s outer surface to the walls of the well bore. In remedial cementing operations, cement compounds may also be used, for example to seal cracks or holes in pipe chains, to seal highly permeable areas or defects in underground structures.
Cement formularization can also be used for surface uses, such as cement manufacturing. Therefore, cement formulations used in subterranean applications usually consist of Portland cement. In other applications, however, there may be threats to the use of Portland cement because it is vulnerable to increased waste disposal, which is one of the country’s major environmental problems. Often known as by-pass dust, cement kiln dust (CKD) is a by-product of the production of cement. Environmental issues relating to the production of Portland cement, in particular environmental contamination and the disposal of CKD, are becoming more and more significant. CKD is a fine-grained particulate material composed mainly of oxidized, anhydrous, micron- sized particles collected during high-temperature clinker processing from electrostatic precipitators, as shown in Figure 1. Some of the CDK produced is being reused in the cement plant, and some are being landfilled corrosive carbonic acid attacks [1].
![Figure 1: Some of the CDK produced is being reused in the cement plant, and some are being landfilled corrosive carbonic acid attacks [1].](/fulltextimages/7113/fig_1.png)
Depending on the concentration of lime (CaO) and cementing minerals contained in CKD, CKD can have some integrity. The bulk of CKD is recycled by returning it back to the cement burner as a raw material. The use of CKD for soil stabilization, sewage treatment, etc. has recently been applied. In this report, attempts are made to use Portland cement as a partial substitute for mortar and concrete manufacturing. These wastes, correctly applied, will potentially increase the efficiency of cement materials. Leach testing is classified for products containing highly toxic waste materials, appropriate only for disposal. By using 0-45% CKD as a partial replacement for Portland cement, many blends of binding materials are prepared. Fly ash and blast furnace slag are also added to many other mixtures, in addition to CKD. Formulated mixtures are then evaluated, both fresh and hardened, in terms of their properties. Tests are carried out on mortars that have been cured for various durations of time and their cracking and compressive strength, durability and porosimetry are measured [2].
Development of CKD
Developments in its use for soil stabilization and sewage disposal, CKD has recently been approved due to its benefits include serving as a filling material for road construction and repair and as part of mortar/concrete cement. Attempts to use it for the manufacture of cement bricks in commercial construction have also been made, and this study provides a review of the findings and issues related to this use. The results of the experiments performed by the authors to investigate the properties of cement-CKD combinations and the degree to which they are used in the production of cement bricks are described in this work. Under the Egyptian Code, all the properties of the bricks measured are satisfactory, i.e., the compressive strength was satisfactory in the range of 59.9-213.3 kg/cm2, the absorption of water increased directly from 3.8-5.9 percent and the density ranged from 2.1-2.2 gm/cm3 with different percentages of CKD from 0-40%. This review showed, by comparing the different types of bricks and their costs, that cement bricks containing CKD as a component had acceptable properties and cost substantially less than other kinds of bricks. The use of CKD in bricks often excludes the need to dispose of large quantities of this material at landfill sites [3].
Cement processing is a highly significant sector in the United States and worldwide. U.S. cement plants manufactured 99.8 million metric tonnes of cement in 2006, while the worldwide production has reached approximately 2.5 billion metric tonnes with generation of huge amounts of by-product materials, as in most major manufacturing sectors. In order to maintain a healthy and secure environment, these manufacturing and furthermore hazardous materials must be regularly monitored. CKD is a significant by-product of the cement production process. Dramatic developments have been made over the last few years in the management and usage of CKD, thereby reducing its reliance on landfill disposal.
Sustainable Applications of CKD
Sustainability, not only in cement-based components but also in its development process, is the cornerstone of the cement industry. The cement industry in the United States has decreased the amount of CKD landfilled by 47% from 1990 to 2006. This decline in landfilled CKD occurs even though, as stated by the participants in the principal component analysis (PCA), the domestic production of clinkers increased by 95% during the same time. Overall clinker production in the United States has risen by 28% since 1990. Outdated plants are being replaced with more model plants or are being upgraded to make them both more effective and more environmentally friendly with new technology.
As raw feed, the bulk of CKD is recycled back to the cement burner. In addition, modern technology enables use of the previously landfilled CKD as raw feed to be utilized. In addition to minimizing the amount of CKD to be treated outside the furnace, the disposal of this by-product back into the oven often reduces the need for limestone and other raw materials, which saves natural resources and conserve oil. Soil stabilization is another use that is of interest to CKD, as shown in Figure 2. Industrial applications are generally focused on the chemical and physical properties of CKD. The raw feed material, the furnace operation process, the dust collection system, and the type of fuel are the main parameters that identify the CKD characteristics. The chemical and physical properties of CKD must be examined, although the properties of CKD can be greatly affected by the design, efficiency, and materials used in the cement burner. Based on an individual plant. The main characteristics of CKD, including the actual state of production and regulatory criteria, were addressed. For a wide range of applications, beneficial industrial applications are being introduced, including agricultural soil improvement, pavement stabilization foundation, wastewater treatment, waste remediation, low-strength backfill and urban landfill [4].
![Figure 2: Industrial applications are generally focused on the chemical and physical properties of CKD. The raw feed material, the furnace operation process, the dust collection system, and the type of fuel are the main parameters that identify the CKD characteristics. The chemical and physical properties of CKD must be examined, although the properties of CKD can be greatly affected by the design, efficiency, and materials used in the cement burner. Based on an individual plant. The main characteristics of CKD, including the actual state of production and regulatory criteria, were addressed. For a wide range of applications, beneficial industrial applications are being introduced, including agricultural soil improvement, pavement stabilization foundation, wastewater treatment, waste remediation, low-strength backfill and urban landfill [4].](/fulltextimages/7113/fig_2.png)
Carbon sequestration by carbonate forming is a possible way of reducing CO2 emissions. In general, alkaline industrial solid wastes have relatively large quantities of reactive oxides that really don’t require pre-processing, making them an ideal mineral carbonation source material. Via a series of batch and column experiments, the degree of mineral carbonation which can be achieved in CKD within atmospheric pressures and temperatures has been investigated. A comprehensive series of analytical and observational approaches, including mass transition, thermal analysis, and X-ray diffraction, the total magnitude and potential processes and behavior of the carbonation process have been analyzed. The carbonation reactions were carried out predominantly through the CO2 reaction with Ca(OH)2 while CaCO3 was observed as the predominant carbonation substance. Sequestration of more than 60% was also reported without any modification to the waste during 8 hours of the reaction. Usually, sequestration follows an unresponsive central model hypothesis, with a first-order constant regulating the reaction kinetics at an early stage. However, the kinetics of the reaction is reduced by the degree of the diffusion regulatory reaction as carbonation progress, with the conversion never accomplished [5].
Improving Admixtures
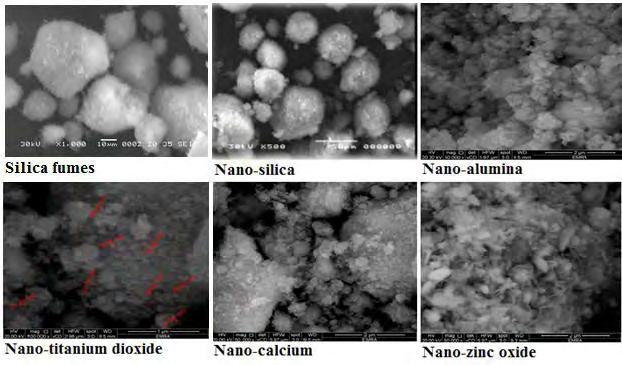
Optionally, an additive containing at least one of the following groups can be used for settable compounds: fly ash, shale, slag cement; zeolite; metakaolin; and combinations thereof. The settable formulations may be foamed with steam. Cementation methods, including the provision of a settable composition, the execution of a settable composition in the region to be cemented, and the development of a settable composition, are also provided [1]. Nanomaterials have been also mixed with CKD for its improvement as shown in Figure 3.
Municipal Solid Waste (MSW) with CKD
The environmental effects of municipal solid waste (MSW) co-processing of CKD vary from that of conventional treatment processes. It is important, however, to determine whether MSW co-processing in CKD will reduce the overall environmental impact of the treatment and disposal of MSW as a whole, which is a critical step in assessing the feasibility of the treatment technology [6]. A new method of appropriation of anthropogenic CO2 using cement waste has been conducted. The proposed mechanism comprises of two major reactions; the first is the separation of calcium ions from waste cement particles by pressurized carbon dioxide (several pressure megapascals), while calcium carbonate precipitation is the second.
As the strain is reduced, cement-derived Ca2+ is stored with CaCO3. CaCO3 is disposed of directly or processed as a raw material for the manufacture of cement. In this case, the same volume of CO2 is assumed to be sequestered since the total amount of pure limestone extracted can be decreased. The energy consumption and costs from a 100 MW thermal energy power plant were estimated based on a laboratory scale for the proposed sequestration method for CO2.
For the operating process, power use was heavily dependent on controlling conditions such as the ratio of cement/water, the strength of CO2, and the average cement diameter. When optimized under the experimentally tested operating conditions, the minimum energy consumption of power generation was 25.9 MW/100 MW, and the sequestration costs associated with power consumption would be around $22.6/t of carbon dioxide (excluding construction and maintenance). This finding suggests that the current process is in direct competition with earlier described scenarios for CO2 sequestration such as ocean confinement. An operational energy consumption sensitivity study was conducted and it was found that a reduced cement/ water ratio and a lower CO2 pressure would decrease running energy depletion [7].
To determine the potential for the use of recycled extended polystyrene and wood floor as ingredients for the production of wood-plastic composites. The effects of the filling of wood flour and the inclusion of a binding agent on the mechanical properties and morphology of thermoplastic wood composites have been studied. Besides, a technique for thermo-mechanical recycling of expanded polystyrene waste has been established. The findings indicate that the mechanical properties decreased as the loading of wood flour increased. On the other hand, the use of poly (styrene- co-maleic anhydride), SMA, as a binding agent, enhanced the stability between the wood flour and the polystyrene matrix and consequently increased the mechanical properties. The morphological analysis shows the beneficial influence of the coupling agent on interfacial bonding. The density values obtained for the composites have been contrasted with the theoretical values and be consistent with the mixture theory [8].
The latest research on biodiesel production and life cycle assessment tests has clarified the treatment of the primary factors that affect engine efficiency and emission characteristics of biodiesel engines. More precisely, primary factors influencing engine efficiency and emission characteristics of diesel engines powered by biodiesel have been illustrated and addressed. Consequently, changes in fuel characteristics (feedstock, mixing percentage, density, cetane quantity, viscosity, transesterification direction, etc.), engine characteristics, as well as, operating conditions (load percentage, drive cycles, etc.) may have a significant impact on engine efficiency and emission characteristics through the use of biodiesel. Also, the use of various additives is used to boost the combustion process, including antioxidant additives, oxygenated additives, cold flow enhancers, metallic-and non-metallic-based additives, water, and polymeric-based additives, was examined. In the following section, the evaluation of the Development Life Cycle (LCA) experiments on biodiesel and biodiesel additives have been discussed. Finally, although no studies have been published on the LCA of polymeric waste as fuel additives, the environmental burden of extended polystyrene (EPS) dissolution in waste cooking oil (WCO) biodiesel has also been investigated and, as a result, the best scenario for sustainable EPS-WCO biodiesel use has been suggested [9].
Concrete and Construction Industry
Intrinsically, in comparison to most other materials, concrete provides minimal power and carbon footprint. On the other hand, the amount of Portland cement needed for concrete building makes the cement industry a significant source of CO2. Consequently, the International Energy Agency recently introduced a global strategy to minimize CO2. The long-term CO2, a sector-based attitude focused on lower social costs, and technical roadmaps showing the mean three key elements to minimize CO2 of this strategy. This proposal calls for CO2 emissions to be reduced (from 2 Gt in 2007 to 1.55 Gt in 2050), while cement needs will increase by almost 50% over the same period. The writers of the Cement Industry Roadmap point out that the extrapolation of present technology (fuel performance, renewable fuels, and biomass and clinker substitution) would only carry us halfway towards these objectives. According to the Roadmap, the industry would have to focus on expensive yet unproven carbon capture and storage technology for the other half of the necessary reduction. It will raise the organization’s costs significantly. The decarbonization of limestone during the clinking process is a significant explanation for the CO2 footprint of cement. One way to permanently reduce the CO2 footprint of cement and concrete is to build modern clinkers which require less limestone. A new class of clinkers mentioned in this paper can reduce CO2 emissions, 20-30 % relative to conventional Portland cement clinker [10].
Amendment of concrete with waste products acts as a method of decreasing the amount of waste being disposed of and reduce the use of naturally extracted materials while lowering the footprint and environmental effects of the building industry. This manuscript summarizes the current state of operation concerning the use of waste products as additional cement materials (SCMs) in Portland Cement Concrete (PCCs) and a summary of comparatively scant information on underutilized waste materials such as sugar cane bagasse ash, rice husk ash, waste wood biomass ash and waste glass. Although many of these surplus materials have been used on a laboratory scale thus far, they can be used with conventional SCM in tandem. This article would serve as a guide for the use of non-traditional SCM waste, to outline areas likely to need more refining or analysis, and to identify possible adverse impacts that could result from the use of these materials. The beneficial use of waste materials as SCM outside the United States has risen in recent years, primarily due to necessity; however, current research indicates that these materials are usually useful for the modification of PCC and mortar [11].
Due to the findings of the analysis, the production of concrete blocks using waste materials is feasible. Three waste materials were used to create the blocks: vermiculite and polystyrene beads, which were used as lightweight aggregates of varying proportions in the mixture, and CKD, which was used as a partial cement substitute. With the strength of the three-block forms and the strength of the block-built stepped-in columns, two types of standard concrete blocks with and without strong thermal insulation properties were contrasted. Lightweight concrete blocks. The findings showed that, despite differences in density and concrete strength capacity, the lightweight bricks made of polystyrene had lower thermal conductivity than vermiculite and ordinary concrete blocks and that the addition of up to 15% CKD as a cement replacement had a positive impact [1].
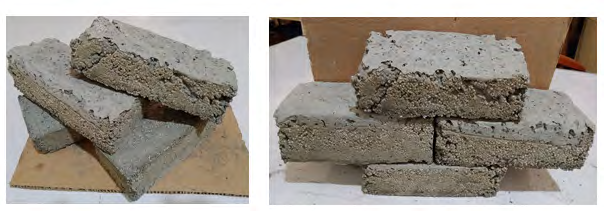
Concrete including cement, fly ash as an additional cement material, a natural fine aggregate and a novel lightweight material called stabilized polystyrene aggregate were investigated. The effects of a lightweight aggregate based on extended polystyrene waste called stabilized polystyrene and fly ash in concrete were conducted. Moreover, the composite aggregate composed of 70% waste polystyrene cut to rugged and sandy shapes, 10 % non-natural material to enhance resistance to extended polystyrene waste separation and 20% Portland cement was evaluated. Another composition included only 10% Portland cement with 10% waste glass and 10% iron slag waste in presence of 3% grated polystyrene relative to the major components CKD, has been prepared and formulated as lightweight bricks as shown in Figure 4.
Conclusion
In terms of the environmental impacts associated with the manufacture of cement, the combustion of the clinker represents the most critical stage in the production process. Depending on the particular manufacturing process, cement facilities produce air pollution and soil waste emissions. Particulate matter, nitrogen dioxide and sulfur dioxide, such as cement kiln dust (CKD), are the main contaminants released into the air. The production of cement is connected to the effects of resource extraction (fossil fuels, limestone and other minerals) on the nature of the climate and biodiversity. The raw materials used in the cement production process naturally contain minerals and halons in quantities that depend on the geological formations from which the raw materials are extracted. Cement manufacturing is a resource- intensive process, as 1.5-1.7 tons of raw materials are usually extracted to produce one ton of clinker produced. Moreover, manufacturing requires large amounts of energy, with temperatures exceeding 2000°C in cement kilns. Active cement has been replaced partially by CKD to attain the environment and in the same time to produce sustainable cementitious products.
References
-
Roddy CW, Chatterji J, Brenneis DC, King BJ (2006) Methods of using settable compositions comprising cement kiln dust. Google Patents.
-
Marku J, Dumi I, Lico E, Dilo T, Cakaj O (2012) The characterization and the utilization of cement kiln dust (CKD) as partial replacement of Portland cement in mortar and concrete production. Zaštita Mater 53(4): 334-344.
-
Ali MAM, Yang HS (2011) Utilization of cement kiln dust in industry cement bricks. Geosystem Eng 14(1): 29-34.
-
Adaska WS, Taubert DH (2008) Beneficial uses of cement kiln dust. 2008 IEEE Cement Industry Technical Conference Record pp: 210-228.
-
Huntzinger DN, Gierke JS, Kawatra SK, Eisele TC, Sutter LL (2009) Carbon dioxide sequestration in cement kiln dust through mineral carbonation. Environ Sci Technol 43(6): 1986-1992.
-
Kosajan V, Wen Z, Fei F, Christian DD, Wang Z, et al. (2020) The feasibility analysis of cement kiln as an MSW treatment infrastructure: From a life cycle environmental impact perspective. J Clean Prod pp: 122113.
-
Iizuka A, Fujii IM, Yamasaki A, Yanagisawa Y (2004) Development of a new CO2 sequestration process utilizing the carbonation of waste cement. Ind Eng Chem Res 43(24): 7880-7887.
-
Poletto M, Dettenborn J, Zeni M, Zattera AJ (2011) Characterization of composites based on expanded polystyrene wastes and wood flour. Waste Manag 31(4): 779-784.
-
Rajaeifar MA, Abdi R, Tabatabaei M (2017) Expanded polystyrene waste application for improving biodiesel environmental performance parameters from life cycle assessment point of view. Renew Sustain Energy Rev 74: 278-298.
-
Barcelo L, Kline J, Walenta G, Gartner E (2014) Cement and carbon emissions. Mater Struct 47(6): 1055-1065.
-
Paris JM, Roessler JG, Ferraro CC, DeFord HD, Townsend TG (2016) A review of waste products utilized as supplements to Portland cement in concrete. J Clean Prod 121: 1-18.
- Contribution of 18FDG PET in Atypical HORTON Disease
- Living Conditions, Healthy Practice and State of Households of a Town Rural in Colombia
- Background to the Health and Safety Regulation at Work in Colombia
- Risk Factors Psychology Workers Sena (Center for the Petrochemical Industry) Regional Bolívar, Colombia
- Diffuse Intense Pleural FDG Uptake with Smooth Thickening: A MARKER of Tuberculosis in Isolated Pleural Effusion
- Hypermetabolic Splenomegaly with Infarct in FDG PET/CT: A Clue to Scrub Typhus in PUO