Process Validation of Cefixime Powder for Suspension Dosage Form, 50 mL
The objective of this research investigation was to study the prospective process validation of Cefixime powder for oral suspension. Quality cannot be assured solely through in-process and finished product inspections and testing; rather, it must be integrated into the manufacturing process. To ensure that the finished product meets all quality specifications, these processes must be carefully controlled. Building quality into the product requires meticulous attention to several factors, including the selection of materials, product and process design, control of variables, in-process controls, and finished product testing. Critical process parameters were identified using process capability analysis and evaluated by challenging their lower and upper release specifications. Three initial process validation batches were conducted under consistent conditions, including batch size, methods, equipment, and validation criteria. Critical parameters were evaluated at multiple stages of the manufacturing process, including dispensing, sieving, dry mixing, filling, and sealing, in accordance with the validation protocol. A drying time of 120 minutes at 60°C was found to be appropriate for achieving a moisture content of crushed sugar within the specified limit of NMT 0.2%. The optimal mixing uniformity was achieved at 70 minutes at 8 RPM, as indicated by a relative standard deviation (RSD) ranging from 1.29% to 2.33%, well within the acceptance criterion of NMT 5.0%. The results obtained from all three validation batches at each stage of manufacturing confirmed compliance with the acceptable range of 90% to 110%. Furthermore, the active content in the reconstituted liquid suspension remained within the acceptable range of 90% to 110% on both Day 1 and Day 7, ensuring stability over the intended period. These findings confirm that the process validation data from three consecutive batches provides a high degree of assurance that the manufacturing process for Cefixime powder for oral suspension consistently produces a product that meets predetermined specifications and quality standards.
Shome M¹*, Kundu SK², Alam MT³, Bokshi B⁴ and Chowdhury K⁵
¹Department of Head of Plant Operations, The Greenland Pharmaceuticals Ltd, Bangladesh ²Department of Pharmacy, Jahangirnagar University, Bangladesh ³Department of Applied Chemistry & Chemical Engineering, Rajshahi University, Bangladesh ⁴Department of Pharmacy, Khulna University, Bangladesh
⁵Department of Computer Science & Engineering, Presidency University, Bangladesh
Keywords: Prospective Process Validation; Control Variables; In-Process Control
Abbreviations
RSD: Relative Standard Deviation; PQ: Performance Qualification; CPP: Critical Process Parameter; BMR: Batch Manufacturing Record; BPR: Batch Packaging Record; DoE: Design of Experiments.
Introduction
The fundamental principle of quality assurance is that a drug should be manufactured to meet its intended purpose. Achieving this requires a thorough understanding of the processes and their performance [1]. Quality cannot be ensured solely through in-process and finished product inspections and testing; instead, it must be integrated into the manufacturing processes. To ensure that the finished product meets all quality specifications, these processes must be carefully controlled. Building quality into the product necessitates close attention to several factors, including the selection of high-quality materials and components, product and process design, process control, in-process monitoring, and finished product testing [2].
Through meticulous design and validation of systems and process controls, a high level of confidence can be established that every lot or batch produced will consistently meet its intended specifications. According to ICH guidelines, process validation is defined as: “The means of ensuring and providing documented evidence that processes, operating within their specified design parameters, are capable of consistently and reliably producing a finished product of the required quality [3].”
Purpose
Process validation aims to demonstrate that the proposed manufacturing process is appropriate and consistently produces a product of the desired quality, ensuring the process is both suitable and effectively controlled.
Importance of Process Validation
The main advantages to be obtained from validation are assurance of quality and process optimization, both resulting in a reduction of total costs [4].
This validated process demonstrates significant practical benefits in the pharmaceutical industry, particularly in terms of cost savings and scalability, thereby underscoring its industrial relevance in the pharmaceutical industry, the validation of a manufacturing process is not just a regulatory requirement—it has substantial practical implications that enhance both operational efficiency and product reliability. A validated process ensures that each batch of a pharmaceutical product is consistently produced to meet predefined quality standards. This consistency is critical for patient safety, product efficacy, and regulatory compliance [5].
Key practical benefits include: • Cost Efficiency: Validated processes reduce batch failures, deviations, and recalls, leading to optimized use of materials, labor, and equipment. This minimizes waste, downtime, and compliance-related costs. • Scalability: A validated process enables reliable scale- up from pilot to commercial production, supporting timely market entry and flexible response to demand without compromising quality.
Overall, validated processes enhance productivity, reduce costs, and ensure consistent delivery of high-quality medicines, underscoring their industrial and societal significance [6].
Process Validation Protocol
Before starting any process validation activities, the following tasks must be completed to finalize the qualification process. Process validation will commence only after the qualification work is finished. And for the completion of qualification works, the following steps have to be done: • Design Qualification • Installation Qualification • Operational Qualification • Performance Qualification
Performance Qualification (PQ)
Performance Qualification serves as the documented confirmation that a process or system performs as intended across all anticipated operating ranges. To confirm the reliability of a process or system, three consecutive successful process validation batches must be produced, during which all critical process parameters are evaluated against their predefined specifications [7].
Process validation establishes documented evidence that a specific process, such as the production of pharmaceutical dosage forms, consistently produces a product meeting predefined specifications and quality attributes. This process is guided by a documented plan known as a validation protocol [8].
The validation protocol outlines the steps for conducting process validation, including testing parameters, product attributes, production equipment, and design points for acceptable test results. The protocol must be signed, dated, and include a document reference, protocol number, and revision number. At a minimum, the protocol should include the followings [9]:
Principle
This Protocol covers the process validation activities for the manufacture of Cefixime Powder for Suspension, 50 ml. Cefixime Powder for Suspension, 50 mL contains Cefixime (as Trihydrate) 100 mg/5 mL. Cefixime is an antibiotic useful to treat a number of bacterial infections. This includes otitis media, strep throat, pneumonia, urinary tract infections, gonorrhea and Lyme disease [10].
General Information
| Product name | Cefixime Powder for Suspension, 50 ml |
|---|---|
| Active ingredient | Cefixime Trihydrate USP |
| Strength | 100 mg/ 5 mL |
| Average filling weight | ±2.0% of Average Calculated Wt.= 29.23 gm |
| Batch Quantity | 1500 phials |
| Batch size | 43.85 Kg |
| Packaging Mode | 70 mL amber glass bottle |
| Pack Size | 1×1’s phial |
| Analytical test method. | Identification (HPLC) |
| Assay (HPLC) |
Objective
The objective of this Process Validation is three consecutive commercial batches of Cefixime Powder for Suspension, 50 mL to be considered for process validation which will establish the pre-determined specifications and other critical process parameter (CPP) that under the state of control as far as production process variability is concerned.
Scope
This protocol is applicable for manufacturing processes to be employed to prepare Cefixime Powder for Suspension, 50 ml.
Qualification and Training of Personnel
All who are involved in operating equipment and participating in the validation work should have been appropriately qualified & trained in the associated SOP / GMP Modules and process validation protocol [11].
Formulation
The Cefixime Powder for Suspension, 50 mL will be manufactured with standard batch size of 1500 phials (43.85 kg) as per the below mentioned formula.
| Name of Material | Specifi- cation | Standard Qty/ Batch (kg) |
|---|---|---|
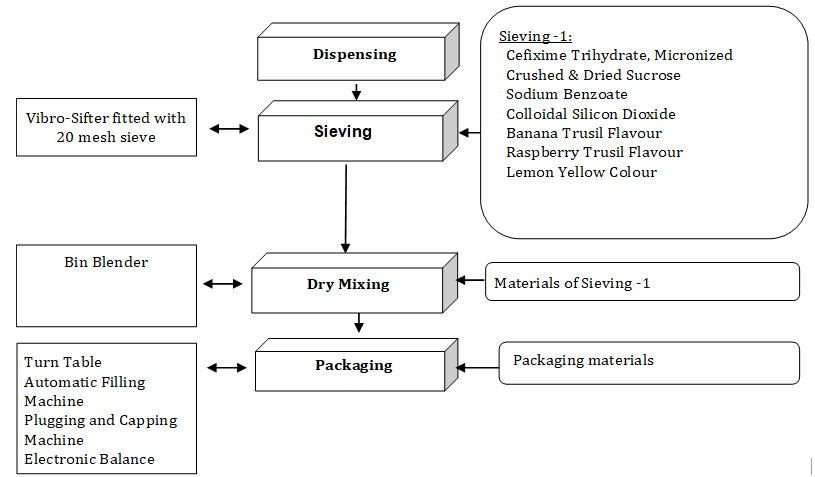
| Cefixime Trihydrate, Micronized (as 89.286% of Cefixime) (overage 5.0%) | USP | 1.764 |
| Sucrose Eqv. to crushed & dried sucrose | BP | 42.18 ≅ 41.405 |
| Sodium Benzoate | BP | 0.2253 |
| Colloidal Silicon Dioxide | NF | 0.3077 |
| Banana Trusil Flavour | Ph. Grade | 0.056 |
| Raspberry Trusil Flavour | Ph. Grade | 0.075 |
| Lemon Yellow Colour | Ph. Grade | 0.0113 |
Process Flow Diagram (Batch Size: 43.85 kg; 1500 phials)
List of Equipment & their Qualification Status
| SL No. | Name of the Equipment | Manufacturer /Origin | Capacity | Qualification Status | Remarks |
|---|---|---|---|---|---|
| Dispensing Booth | HJ Cleantech, China | N/R | √ | Ok | |
| Pulverizer | Longchang, China | 150 Kg/hr | √ | Ok | |
| Hot-Air Circle Oven | Yutong, China | 150 kg | √ | Ok | |
| IBC 100 L | CANAAN, China | 100 L | √ | Ok | |
| Sifter | CANAAN, China | 150kg/hr | √ | Ok | |
| Blender | CANAAN, China | 100 kg | √ | Ok | |
| Powder Filling Machine | Brothers, India | 100 Bottles/min | √ | Ok | |
| Sartorious Electronic Balance | Sartorious, Germany | 320 gm | √ | Ok | |
| Sartorious Platform Balance | Sartorious, Germany | 150 Kg | √ | Ok | |
| Sartorious Platform Balance | Sartorious, Germany | 100 Kg | √ | Ok | |
| Platform Balance | Sartorious, Germany | 06 Kg | √ | Ok |
Environmental Condition
Environmental condition during manufacturing activities should be previously qualified.
| ISO Class | Room Identification | Temperature (°C) | % RH |
|---|---|---|---|
| 8 | Dispensing Room | 22°C ±3°C | (40-45) % |
| 8 | Sieving Room | 22°C ±3°C | (40-45) % |
| 8 | Blending Room | 22°C ±3°C | (40-45) % |
| 8 | Powder filling & sealing Room | 22°C ±3°C | (40-45) % |
Details of The Manufacturing Process
The Process consists of dispensing, sieving and mixing. Then the premixed materials are finally filled & sealed in amber glass bottle. The following BMR (Batch Manufacturing Record) & BPR (Batch Packaging Record) should be used for the execution of the manufacturing and packaging process [12].
| Steps | Document Type | Document No. |
|---|---|---|
| Manufacturing | ||
| Dispensing, Sieving & mixing | Batch Manufacturing Record | BMR-PFS-004 |
| Packaging | ||
| Filling & Sealing (Primary Packaging) | Batch Packaging Record (Primary) | BPR (1)-PFS-004 |
| Secondary packaging | Batch Packaging Record (Secondary) | BPR (2)-PFS-004 |
Summary of Critical Process Parameters for Cefixime Powder for Suspension, 50 ml (Dispensing to Packaging) Batch Size: 43.85 kg & Batch Quantity: 1500 Phials.
| Steps of Manufacturing Process | Critical Parameter to be Checked | Results | ||
|---|---|---|---|---|
| Batch No. AA | Batch No. BB | Batch No. CC |
| Dispensing | Check and ensure the dispensing booth are clean and line check is given as per current standard operating procedure. | Room Condition: Temperature: (22±2)°C | 21°C | 21°C | 21°C | |
|---|---|---|---|---|---|---|
| Relative Humidity: (40-45)% | (42 to 43) % | (42 to 43) % | (42 to 43) % | |||
| Check and ensure that balance is not due to calibration. Check for zero errors in the bal ance. | Check and ensure that the balance is calibrated. Check for zero error in the balance. | Checked & ensured | Checked & ensured | Checked & ensured | ||
| Check and ensure the expiry date & potency of Cefixime Trihydrate. | Check and ensure the expiry date & potency of Cefixime Trihydrate. | Checked & ensured | Checked & ensured | Checked & ensured | ||
| Check and ensure that all the scoops for dis pensing are cleaned. | Check and ensure that all the scoops for dispensing are cleaned. | Checked & ensured | Checked & ensured | Checked & ensured | ||
| Check and ensure the calculation of required quantity of Cefixime Trihydrate stated in the BMR. | Check and ensure the calcu lation of required quantity Cefixime Trihydrate stated in the BMR. | Checked & ensured | Checked & ensured | Checked & ensured | ||
| Checking of Dis pensed Materials | Check and ensure that the all materials are issued as per BMR. | Check and ensure that the all materials are issued as per BMR. | Checked & ensured | Checked & ensured | Checked & ensured | |
| Sieving through Vibro- shifter | Check and record the Temperature and Rela tive Humidity in processing area. | Room Condition: Temperature: (22±2)°C | 22°C | 22°C | 22°C | |
| Temperature: (22±2)0C and Relative Humid ity: (40-45) % | Relative Humidity: (40-45)% | 43% | 42% | 43% | ||
| Check the integrity of the sieves before and after sifting through out the processing activ ity. | Check the integrity of the sieves before and after sifting through out the processing activity. | Checked & Found Ok | Checked & Found Ok | Checked & Found Ok | ||
| Check and ensure visually all the equipment and equipment parts are cleaned. | Check and ensure visually all the equipment and equipment parts are cleaned | Checked & ensured | Checked & ensured | Checked & ensured | ||
| Place the following materials into a SS con tainer & sieve through vibration shifter fitted with 20 meshes and transfer the materials to bin. | Sieve Size: Mesh # 20 mm | 20 mm | 20 mm | 20 mm | ||
| Cefixime Trihydrate (Micronized) | 1.764 Kg * | |||||
| Sucrose (Crushed & dried) | 41.405 Kg | |||||
| Sodium Benzoate | 0.2253 Kg | |||||
| Colloidal Silicon Dioxide (Aero sil-200) | 0.3077 Kg | |||||
| Banana Trusil Flavour | 0.056 Kg | |||||
| Raspberry Trusil Flavour | 0.075 Kg | |||||
| Lemon Yellow Colour | 0.0113 Kg | |||||
| * Quantity variable | ||||||
| Dry Mixing (Blending) | Blend the ingredients as per process validation protocol | Room Condi tion | Temperature: (22±2)°C | 21°C | 21°C | 21°C |
| Relative Humidity: (40-45) % | 43% | 42% | 43% | |||
| Blending Time: 70 Minutes | 70 Minutes | 70 Minutes | 70 Minutes | |||
| Blender speed: 08 RPM | 08 RPM | 08 RPM | 08 RPM | |||
| Size of the Bin: 100 L | 100 L | 100 L | 100 L | |||
| Packaging (Primary & Second ary) | Check and record the Tempera ture and Relative Humidity. Tem perature (22±2)°C and Relative Humidity (40- 45) % | Room Condition | Temperature: (22±2)°C | 21°C | 21°C | 21°C |
| Relative Humidity: (40-45) % | 42% | 43% | 43% | |||
| Check and verify that price, man ufacturing date and expiry date overprinted on label and carton is as per current price list. | Check and verify that price, manufacturing date and expiry date overprinted on label and carton is as per current price list. | Checked and verified | Checked and verified | Checked and verified | ||
| Check and ensure that all packag ing materials (Primary & Second ary) are arranged for CEFIXIME PFS, 50 mL as per BPR. | Check and ensure that all packaging materi als (Primary & Secondary) are arranged for CEFIXIME PFS, 50 mL as per BPR | Checked and ensured | Checked and ensured | Checked and ensured |
Remarks: All the above-mentioned results are found within the specification.
Analytical Schedule
| Unit operation | Analytical Schedule | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Appea- rance | LOD at 105oC | Tapped Density | Bulk Den- sity | Car’s Index | Average filling weight | Water content (K.F Titrator) | Unifo- rmity of weight | Blending Unifo- rmity | pH (after recons- titution) | Deliverable volume | Suspen- sibility | Identifi- cation | Assay | |
| After Crushing & Drying of Sucrose | √ | √ | - | - | - | - | - | - | - | - | - | - | - | |
| Blending | √ | - | √ | √ | √ | - | - | - | √ | - | - | - | - | - |
| During Filling & Sealing | √ | - | - | - | - | √ | - | √ | - | - | - | - | - | - |
| Finished Product | √ | - | - | - | - | √ | √ | √ | - | √ | √ | √ | √ | √ |
| Note: √ Denotes the test is required |
Calibration & Qualification Status of Lab. Equipment
| SL No. | Name of the Equipment | Manufacturer /Origin | Qualification Status | Calibration Status |
|---|---|---|---|---|
| 1 | HPLC | Waters Corp., USA | √ | √ |
| 2 | Electronic Analytical Balance | Mettler Toledo | √ | √ |
| 3 | Electronic Analytical Precision Balance | Mettler Toledo, Switzerland | √ | √ |
| 4 | K.F. Titrator | Metrohm, Switzerland | √ | √ |
| 5 | pH Meter | Mettler Toledo | √ | √ |
| NB: √ implies that all equipment were verified and certified that they have proper qualification & Calibration status. |
Sampling Details
| Sampling details | ||
|---|---|---|
| Process stages | Method of Sampling | |
| After Crushing & Drying of Sucrose | Sampling: Sample will be taken from dryer to check LOD at 105°C of the crushed & dried Sucrose. | |
| Blending | Sample for Blending/Mixing uniformity. | Write down the following information on a sample polybag |
| a) Product Name | ||
| b) Batch No. | ||
| c) Sample location | ||
| d) Date of sampling | ||
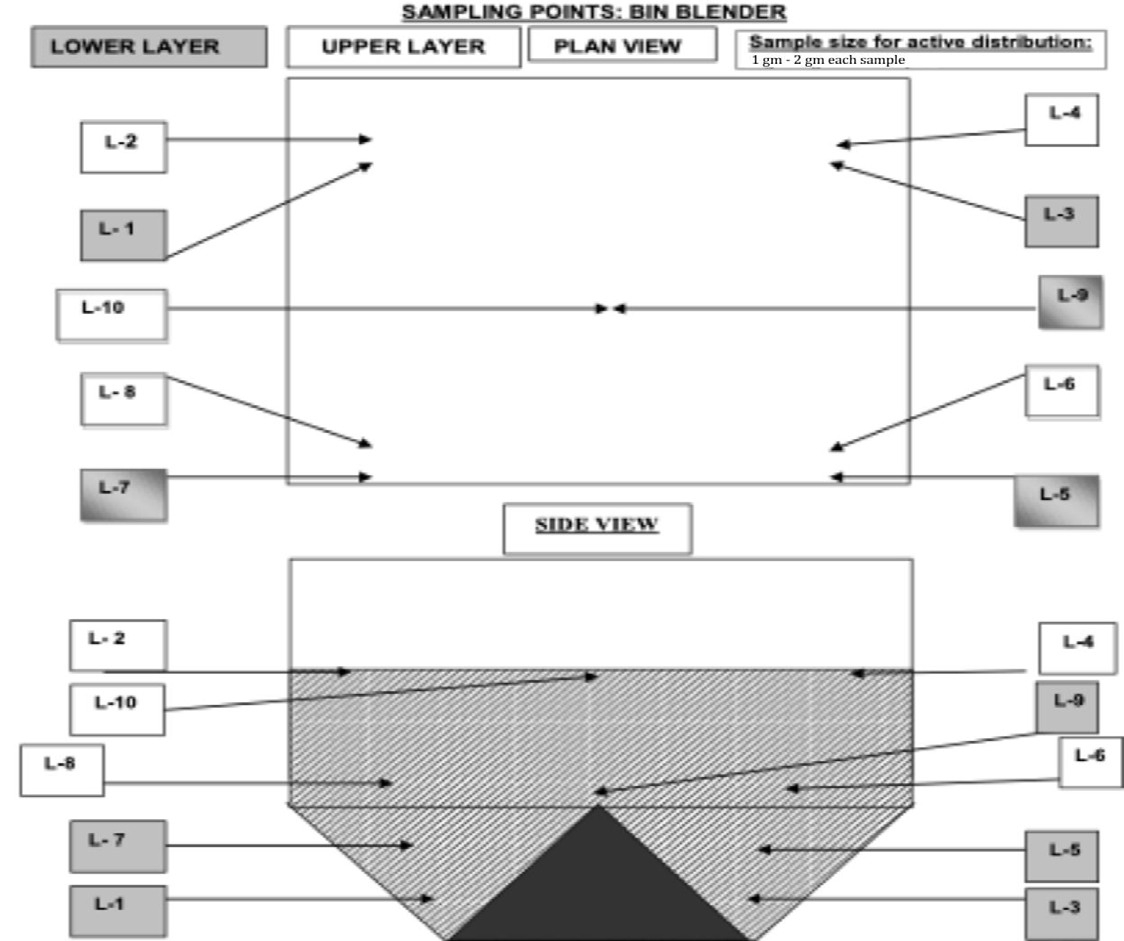
| Sampling: 10 No. of Samples (10) will be taken from Bin Blender after 70 minutes of mixing with blender speed at 8 RPM to check the Cefixime content into the blended materials. Follow Appendix A for sample location/points. | ||
| Sample size: min. 1000.0 mg and max. 2000.0 mg | ||
| Sample for Bulk & Tapped density, Carr’s Index: | Write down the following information on a sample polybag. | |
| a) Product Name | ||
| b) Batch No. | ||
| c) Sample location | ||
| d) Date of sampling | ||
| Sampling: Samples will be taken from container after blending. Follow Appendix A for-sample location/points | ||
| Sample size: min. 20.0 gm and max. 25.0 gm | ||
| During Filling & Sealing | Sample for filled & sealed product testing: | Collect samples with following ID: |
| a) Product Name | ||
| b) Batch No. | ||
| c) Sample location | ||
| d) Date of sampling | ||
| Sampling: Collect sample from filling & sealing area to perform the analysis as per specification. | ||
| Sample size: Approx. 14 phials | ||
| Finished product | Collect samples for stability study as per stability study protocol. | |
(13) Appendix-A
Summary of Test Result for Cefixime Powder for Suspension, 50 ml
(After crushing and drying of sucrose at 600C & 120mins.) Batch size: 43.85 kg & batch quantity: 1,500 phials
| Test Parameters | Specifications | Results | ||
|---|---|---|---|---|
| Batch No. AA | Batch No. BB | Batch No. CC | ||
| Appearance | White, odorless free flowing powder | Complies | Complies | Complies |
| Moisture Content | Not more than 0.2 % | 0.15% | 0.17% | 0.14% |
Remarks: All the results are found within the specification.
Summary of Test Result for Cefixime Powder for Suspension, 50ml
(Blending) Batch size: 43.85 kg & Batch Quantity: 1,500 phials
| Test Parameters | Specifications | Results | ||
|---|---|---|---|---|
| Batch No. AA | Batch No. BB | Batch No. CC | ||
| Description/Appearance | Off white to pale yellow powder. | Complies | Complies | Complies |
| Active Distribution on | All individual results are within ± 10 % (Absolute) of mean value % RSD: NMT 5.0% | 70 minutes & 8RPM | 70 minutes & 8RPM | 70 minutes & 8RPM |
| Back: Left – Lower | 3.56% | 3.49% | 3.50% | |
| Back: Left – Upper | 3.44% | 3.51% | 3.59% | |
| Back: Right – Lower | 3.50% | 3.67% | 3.47% | |
| Back: Right – Upper | 3.51% | 3.63% | 3.50% | |
| Front: Right – Lower | 3.47% | 3.46% | 3.49% | |
| Front: Right – Upper | 3.60% | 3.56% | 3.64% | |
| Front: Left – Lower | 3.53% | 3.58% | 3.54% | |
| Front: Left – Upper | 3.49% | 3.47% | 3.50% | |
| Middle – Lower | 3.49% | 3.45% | 3.61% | |
| Middle – Upper | 3.51% | 3.65% | 3.61% | |
| Average Value | 3.51% | 3.55% | 3.54% | |
| Maximum deviated | 3.60% | 3.67% | 3.64% | |
| % RSD | 1.29% | 2.33% | 1.70% |
Remarks: From the above-mentioned analytical results, it is found that all are complies with the predetermined specification.
In this section, critical parameters such as drying time and blending speed are optimized through a series of well- structured studies, often underpinned by risk assessment and design of experiments (DoE).
• Drying Time: Drying time is optimized through evaluating of different drying durations and temperatures to identify conditions that achieve target moisture levels without degrading the product or affecting flow properties. • Blending Speed: Proper blending ensures uniform distribution of the API and excipients, critical for dose uniformity. Blending speed is optimized by varying speed and time to achieve homogeneity without causing particle size reduction or segregation. Samples are taken at different intervals and tested for content uniformity to establish the optimal blending parameters [13].
These critical parameters are confirmed during process performance qualification (PPQ) runs, ensuring they consistently produce product meeting predefined quality attributes. The data obtained supports a robust, reproducible manufacturing process, aligned with regulatory expectations and operational efficiency [14, 15, 16, 17, 18, 19, 20].
(16-A) Summary of Test Result for Cefixime PFS, 50 ml (Finished Product)
Batch Size: 43.85 kg & Batch Quantity: 1,500 Phials Starting of Filling & Sealing
| Test Parameters | Specifications | Results | ||
|---|---|---|---|---|
| Batch No. AA | Batch No. BB | Batch No. CC | ||
| Description/Appearance | An almost white free flowing powder with a characteristic pleasant odor which forms yellow suspension on reconstitution. | Complies | Complies | Complies |
| Identification of Cefixime Trihydrate | Must be positive | Positive | Positive | Positive |
| Average filling weight | ± 2.0 % of calculated weight | 29.21 gm | 29.06 gm | 29.17 gm |
| Uniformity of filling weight | ± 3.0 % of average filling weight | -1.43 % to + 1.40 % | -1.96 % to + 1.58 % | -1.54 % to + 0.69 % |
| Water Content (by K.F.) | Not more than 2.0 % | 0.50% | 0.55% | 0.58% |
| pH (after reconstitution) | 2.5 to 4.5 | 3.87 | 3.85 | 3.86 |
| Suspendibility | Should form a yellow uniform suspension in 3 minutes when reconstituted with 30 mL water. | Complies | Complies | Complies |
| Deliverable volume | Average volume: NLT 50 mL | 50.0 mL | 50.1 mL | 50.2 mL |
| Individual volume: NLT 47.5 mL | 49.0 mL | 49.0 mL | 49.0 mL | |
| Active Content/5 mL Cefixime (as Trihydrate) | Release Limit: 90.0 mg to 110.0 mg | 105.0 mg | 104.1 mg | 105.3 mg |
Remarks: From the above-mentioned analytical results, it is found that all are complies with the predetermined specification [20, 21, 22, 23].
(16-B) Middle of Filling & Sealing
| Test Parameters | Specifications | Results | ||
|---|---|---|---|---|
| Batch No. AA | Batch No. BB | Batch No. CC | ||
| Description | An almost white free flowing powder with a characteristic pleasant odor which forms yellow suspension on reconstitution. | Complies | Complies | Complies |
| Identification of Cefixime Trihydrate | Must be positive | Positive | Positive | Positive |
| Average filling weight | ± 2.0 % of calculated weight | 29.13 gm | 28.83 gm | 29.23 gm |
| Uniformity of filling weight | ± 3.0 % of average filling weight | -1.72 % to + 1.37 % | -1.18 % to + 2.32 % | -2.46 % to + 2.60 % |
| Water Content (by K.F.) | Not more than 2.0 % | 0.58% | 0.63% | 0.44% |
| pH (after reconstitution) | 2.5 to 4.5 | 3.82 | 3.84 | 3.83 |
| Suspendibility | Should form a yellow uniform suspension in 3 minutes when reconstituted with 30 mL water. | Complies | Complies | Complies |
| Deliverable volume | Average volume: NLT 50 mL | 50.2 mL | 50.0 mL | 50.0 mL |
| Individual volume: NLT 47.5 mL | 48.0 mL | 48.0 mL | 48.0 mL | |
| Active Content/5 mL Cefixime (as Trihydrate) | Release Limit: 90.0 mg to 110.0 mg | 105.1 mg | 103.6 mg | 104.2 mg |
Remarks: From the above-mentioned analytical results, it is found that all are complies with the predetermined specification.
(16-C) Last of Filling & Sealing
| Test Parameters | Specifications | Results | ||
|---|---|---|---|---|
| Batch No. AA | Batch No. BB | Batch No. CC | ||
| Description | An almost white free flowing powder with a characteristic pleasant odor which forms yellow suspension on reconstitution. | Complies | Complies | Complies |
| Identification of Cefixime Trihydrate | Must be positive | Positive | Positive | Positive |
| Average filling weight | ± 2.0 % of calculated weight | 28.85 gm | 29.53 gm | 29.08 gm |
| Uniformity of filling weight | ± 3.0 % of average filling weight | -1.59 % to + 1.40 % | -1.62 % to + 1.35 % | -1.90 % to + 1.32 % |
| Water Content (by K.F.) | Not more than 2.0 % | 0.52% | 0.49% | 0.54% |
| pH (after reconstitution) | 2.5 to 4.5 | 3.88 | 3.81 | 3.85 |
| Suspendibility | Should form a yellow uniform suspension in 3 minutes when reconstituted with 30 mL water. | Complies | Complies | Complies |
| Deliverable volume | Average volume: NLT 50 mL | 50.1 mL | 50.2 mL | 50.0 mL |
| Individual volume: NLT 47.5 mL | 49.0 mL | 48.5 mL | 48.5 mL | |
| Active Content/5 mL Cefixime (as Trihydrate) | Release Limit: 90.0 mg to 110.0 mg | 103.5 mg | 104.6 mg | 105.0 mg |
Remarks: From the above-mentioned analytical results, it is found that all are complies with the predetermined specification [23, 24, 25, 26, 27].
(17) Test Result for Cefixime PFS, 50 ml (Final & Finished Product)
Active content in the reconstituted liquid suspension on both Day 1 and Day 7
| Test Parameters | Specifications | Results | |||||
|---|---|---|---|---|---|---|---|
| Batch No. AA | Batch No. BB | Batch No. CC | |||||
| 1st Day | 7th Day | 1st Day | 7th Day | 1st Day | 7th Day | ||
| Identification of Cefixime Trihydrate | Must be positive | Positive | Positive | Positive | Positive | Positive | Positive |
| pH (after reconstitution) | 2.5 to 4.5 | 3.88 | 3.28 | 3.71 | 3.65 | 3.85 | 3.7 |
| Active Content/5 mL Cefixime (as Trihydrate) | Release Limit: 90.0 mg to 110.0 mg | 103.5 mg | 102.8 mg | 102.68 mg | 102.90 mg | 104.0 mg | 103.85 mg |
Remarks: From the above-mentioned analytical results, it is found that all are complies with the predetermined specification.
The results obtained from all three batches at each stage indicate that the process validation of Cefixime Powder for oral suspension consistently produces batches with acceptable outcomes, without any significant deviations from documented evidence. This validation provides a high degree of assurance that the manufacturing process for Cefixime Powder for oral suspension reliably produces a product that meets its predetermined specifications and quality attributes. So, on the basis of these results, it can be declared that the process is validated and this process can be routinely used to produce products.
Acknowledgement
The author sincerely extends gratitude to Greenland Pharmaceuticals Ltd. ACI Pharmaceuticals Ltd., The ACME Laboratories Ltd., Orion Pharmaceuticals Ltd., and Rangs Pharmaceuticals Ltd., Dhaka, Bangladesh, for generously providing the necessary facilities to conduct this research.
References
-
(2019) Good Manufacturing Practices: Guidelines on Validation. WHO Technical Report, Series No: 1019.
-
Potdar MA, Dubey R (2018) cGMP current good manufacturing practices for pharmaceuticals, Pharma Med press, India, pp: 413-493.
-
Shome M, Sarker BK, Rahman FS, Chowdhury K, Kundu SK (2024) Prospective Process Validation of Vitamin-E 200 (Alpha Tocopherol Acetate BP 200 Mg) Capsule. Nanomedicine & Nanotechnology Open Access 9(4).
-
Lingnau J (1989) Optimization and Validation of Manufacturing Process. Drug Dev Ind Pharm 15(6-7): 1029-1046.
-
(2010) Guidelines for Process Validation of Pharmaceutical Dosage Forms. Saudi Food & Drug Authority Kingdom of Saudi Arabia, pp: 9-15.
-
Nash RA, Wachter AH (2003) Pharmaceutical Process Validation. In: 3rd (Edn.), Marcel Dekhhe, pp: 20-22.
-
Agalloco JP, Carleton FJ (2007) Validation of Pharmaceutical Processes. In: 3rd (Edn.), Informa healthcare, USA.
-
Nash RA (1999) The validation of pharmaceutical processes. In: Hynes MD, 3rd (Edn.), preparing for FDA pre- Approval inspection, Marcel Dekhher, USA, pp: 161- 185.
-
Williams M (2006) The merck index, an encyclopedia of chemicals, drugs, and biological In: 14th (Edn.), Merk research laboratories division of Merk and co. inc, USA 67(11): 870.
-
Sharma PP (2007) Validation in Pharmaceutical Industries, concept, approach & guidelines. In: 1st (Edn.), Vadana publication, India, pp: 275-329.
-
Indian Pharmacopoeia (2010) Indian Pharmacopoeia Commission Ghaziabad. Government of India 2: 1019- 1020.
-
(2000) Remington: The science and practice of Pharmacy. In: 20th (Edn.), 1: 1116-1118.
-
Lund W (1994) The Pharmaceutical Codex. Principles and Practice of Pharmaceutics, In: 12th (Edn), London : Pharmaceutical Press, UK.
-
Lachman L, Liberman HA, Kaing JL (1987) The Theory and Practice of Industrial Pharmacy, In: 3rd (Edn.), Varghese publishing house, pp: 479-501.
-
Health Canada/Health Products and Food Branch Inspectorate (2009) Validation Guidelines for Pharmaceutical Dosage Forms (GUI-0029), pp: 2-13.
-
UK Orange Guide (1983) Guide to Good Pharmaceutical Manufacturing Practices, pp: 345- 359.
-
Guidelines for Process Validation of Pharmaceutical Dosage Forms, Drug Sector Saudi Food & Drug Authority, Kingdom of Saudi Arabia, pp: 5‐14.
-
Asian guidelines on process validation, pp: 4-5.
-
A WHO guide to good manufacturing practice requirements, part: 2 validation 2 to 6,9.
-
Lachman L, Herbert A. Liberman and Joseph L. Kanig, The Theory and Practice of Industrial Pharmacy, 300- 370,804-855.
-
Nash BI (1993) Manual of Process validation. In: (Edn.), Marcel Dekker, New York, USA 2: 247-257.
-
Jena S, Arjun G, Ravipati NVAK, Kumar DS, Vinod KR, et al. (2010) Industrial process validation of solid dosage forms. International Journal of Pharmaceutical Sciences Review and Research 4(2): 145-153.
-
Raghunandanan R Validation aspect of solid dosage forms, Journal of pharmaceutical technology, Chapter 8, Process Validation of Solid Dosage Form- Tablet.
-
Edwards CM (1989) Validation of solid dosage forms the FDA view. Drug Development and Industrial Pharmacy 15(6-7): 1119-1133.
-
Levin M (2002) Pharmaceutical Process Scale-up. In: 1st (Edn.), Marcel Dekker Inc, New York, USA, pp: 313.
-
USFDA Guideline for General Principle of Process Validation (2011) USA.
-
ICH guidelines, particularly Q7, emphasize on process validation.
- Solution-Processed Chiral Perovskites for Biomedical Applications
- Nanotechnology in Health Chemistry and Medicine: Current Challenges and Future Directions
- Human Exposure to Micro- and Nanoplastics: Pathways, Toxicity, and Intervention Strategies
- Exosome Nanomedicine for Cancer Therapy
- Micro and Nanoplastics–Plastisphere, Biotoxicity, Impact on Human Health, and Mitigation Strategies
- Applications and Challenges of Nano Medicine for Covid-19 Outbreak: The Potential Relevance of Therapeutic and Diagnostic Approaches for Treatment