Optimization of Electrometal-Elektrowinning Cobalt Process from the Slag of Nickel Pig Iron (NPI)
Slag from the manufacturing of nickel pig iron (NPI) from laterite soil is still containing 823.7 ppm of cobalt. In this research, the separation process is carried out from slag NPI by using the Response Surface Method (RSM). This method is to determine the optimum conditional process of Electrometal Electrowinning (EMEW) and get an equation model to see the correlation between a variable and know the most significant interfactor interaction. This research was conducted using three parameters, consists of duration of operation, potential voltage, and variable of boric acid. The first step in electro-metal electrowinning is leach the slag using acetic acid, and then extracted in two steps by versatic acid 10 and then with cyanex 272. The organic phase from this extraction then stripped using 6 M sulphuric acid so obtained aqueous phase at pH 5.5 with the highest cobalt content. The best condition of electro-metal electrowinning is obtained at 4.5 V, 2 hours, and 0.5 M of boric acid with 45.8273% of cobalt recovery. Based on statistic analysis using software, time is an individual factor which gives the most significant influence to the percent of generating electrowinning, while the most significant interfactor interaction based on the sequential model sum of squares, lack of fit test, model statistic, and analysis of variance (ANOVA) analysis is a quadratic model with R2 of 0.9544.
Introduction
Cobalt is usually found as a mixture in nature as in laterite nickel ore and the result itself is often found as the side product. Laterite with a high level is usually processed with pyrometallurgy to produce nickel pig iron (NPI). the method usually used the pyrometallurgy method, this method remains slag or solid waste. This slag still containing cobalt due to furnace temperature has below the melting point of cobalt [1], and it has cobalt as much as 823.7 ppm inside the NPI slag. Metal recovery from solution with electrolysis process or electrowinning is one of the popular techniques and is often used in the industry by putting the electrodes that are electrified into electrolyte solute, and finally the metal stick into the surface or surround to the cathode [2, 3, 4].
In this work, the slag of NPI was leach using acetic acid to dissolve the cobalt [5]. The solvent extraction methods using cyanex were used to separated cobalt from its impurities [6, 7, 8, 9]. The cylindrical cathode was used in this research to increase the performance of electrowinning which the electrolyte solution which contains cobalt has flowed from the bottom of the electrowinning cell, this method is known as electro-metal–electrowinning (EMEW) [10]. Batch recycle methods also apply in this EMEW process to ensure all cobalt was completely deposited from the electrolyte solution to the cathode.
In this work, the parameters affected EMEW processes such as DC voltage (volt), duration of the electrochemical process, and the concentration of boric acid (additive electrolyte). The Response Surface Methodology (RSM) was used to obtain the optimum condition and to study the interaction of each factor, parameter on the cobalt metal electrowinning process and mathematical model to predict the mass of cobalt result [11, 12, 13, 14].
Research Methodology
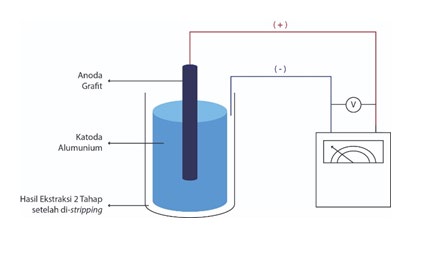
This research was conducted using the slag of NPI which is processed in several stages before the electro-metal electrowinning process. First, slag was leached using 2M of CH3COOH and stir it for 3 days. Then the leaching yield was extracted with 2 extraction processes. First extraction using versatic acid 10 and the second extraction using cyanex 22. The extraction process will produce an organic phase and aqueous, organic phase in the first extraction in stripping using 5M of H2SO4 and an organic phase in the second extraction in stripping using 6M of H2SO4 for 120 minutes. Stripping yield is obtained aqueous phase and organic, aqueous phase on second stripping yield with pH 5.5 and cobalt content of 0.8524 which will become to cobalt electro-metal electrowinning process. Cobalt electro-metal electrowinning using aluminum as cathode and graphite as an anode. The design experiment process based on central composite design can be seen in Figure 1. The cathode (negative poles (-)) and the cathode (positive poles (+)) were connected to the rectifier and the amperemeter using a cable. This research using a statistic design experiment with the Response Surface method, Central composite design to Electrometal Electrowinning process. This research was done with three parameters such as variations in the electrowinning processing time, variations in potential voltage, and also borid acid (additive electrolyte) concentration. Variations in operating factors and the design of the experiment process based on central composite design can be seen in Tables 1 & 2, respectively.
| Factor | Variable that is varied |
|---|---|
| Time | 4 ; 4.5 ; 5 |
| Voltage | 1 ; 2 ; 3 |
| Boric Acid | 0 ; 0.5 ; 1 |
Table 2: Variation of Factor Operation.
| Run | Time (hr) | Voltage (V) | Boric Acid (M) |
|---|---|---|---|
| 1 | 4 | 1 | 0 |
| 2 | 4.5 | 3.68179 | 0.5 |
| 3 | 5 | 1 | 0 |
| 4 | 4.5 | 2 | 0.5 |
| 5 | 4 | 1 | 1 |
| 6 | 5 | 3 | 0 |
| 7 | 5.3409 | 2 | 0.5 |
| 8 | 4.5 | 2 | 1.3409 |
| 9 | 4.5 | 2 | 0.5 |
| 10 | 5 | 1 | 1 |
| 11 | 4.5 | 2 | 0.5 |
| 12 | 3.6591 | 2 | 0.5 |
| 13 | 5 | 3 | 1 |
| 14 | 4.5 | 2 | 0.5 |
| 15 | 4 | 3 | 0 |
| 16 | 4.5 | 2 | 0.5 |
| 17 | 4.5 | 0.318207 | 0.5 |
| 18 | 4 | 3 | 1 |
| 19 | 4.5 | 2 | 0.5 |
| 20 | 4.5 | 2 | -0.3409 |
Table 1: Design experiment based on Central Composite Design.
Result and Discussion
Using Response Surface Methodology (RSM) with Central Composite Design and analysed using X-Ray Fluorescence (XRF). The experimental data in the electrowinning process can be seen in Table 3. The table shows the analysis result using Software Design Expert 10.0.1. This analysis was conducted to determine the optimum operating conditions, the equation model, and also the suitability model of the electrowinning process.
| Run | Factor | Respond Cobalt (% Recovery) | |||
|---|---|---|---|---|---|
| Voltage (V) | Time (hr) | Boric Acid (M) | Prediction | Actual | |
| 1 | 4 | 1 | 0 | 8.6426 | 10.0804 |
| 2 | 4,5 | 3.68179 | 0.5 | 13.9892 | 10.0019 |
| 3 | 5 | 1 | 0 | 2.5876 | 1.6927 |
| 4 | 4.5 | 2 | 0.5 | 45.7073 | 45.8273 |
| 5 | 4 | 1 | 1 | 0.2583 | 4.209 |
| 6 | 5 | 3 | 0 | 2.9074 | 1.9238 |
| 7 | 5.3409 | 2 | 0 | 11.2228 | 13.8938 |
| 8 | 4.5 | 2 | 1 | 27.2642 | 24.1727 |
| 9 | 4 | 2 | 0.5 | 45.7073 | 45.8273 |
| 10 | 5 | 1 | 1 | 31.4588 | 29.7218 |
| 11 | 4 | 2 | 0.5 | 45.7073 | 45.8273 |
| 12 | 3.6591 | 2 | 0.5 | 9.6043 | 2.7374 |
| 13 | 5 | 3 | 1 | 17.5273 | 19.0565 |
| 14 | 4 | 2 | 0.5 | 45.7073 | 45.8273 |
| 15 | 4 | 3 | 0 | 32.832 | 36.8872 |
| 16 | 4 | 2 | 0.5 | 45.7073 | 45.8273 |
| 17 | 4.5 | 0.318207 | 0.5 | 5.909 | 5.7004 |
| 18 | 4 | 3 | 1 | 9.5474 | 13.4094 |
| 19 | 4.5 | 2 | 0.5 | 45.7073 | 45.8273 |
| 20 | 4.5 | 2 | -0.3409 | 22.0208 | 20.9163 |
Table 3: Electrowinning process yield.
Fitting Model and Statistic Analysis
Suitability of the model can be determined by using an experiment which aims to confirm response prediction (cobalt) based on RSM analysis. This analysis using square root transformation. This transformation is used if the data obtained does not get homogeneity of variety or the square root function is to create a variety of data into homogenous.
Based on the analysis of Sum of Squares, the type of model suggested is the quadratic model. Prob > F value less than 0.0001 shows the model is significant to the process carried out. Whereas for Lack of Fit analysis recommended is a type of model with Prob > F less than 0.05 and based on analysis result from software, lack of fit analysis nor produce value prob>F. Hence, the analysis of the suitability of the lack of fit model cannot be done. Based on the model summary statistic obtained a quadratic model with the R² value of 0.9544, Std. Dev of 0.6 and PRESS of 26.93. This means that the quadratic model can be used to illustrate the correlation between response and interaction variables.
ANOVA analysis is a technic analysis used to identify the importance of the model obtained and also the parameter itself. Table 4 shows the ANOVA (Analysis of Variance) for the quadratic model that was obtained in the Electrometal Electrowinning cobalt process. A model with F-Value 23.24 and p-value < 0.0001 which shows the suggested and significant model.
ANOVA for Response Surface Quadratic model Analysis of variance table [Partial sum of squares - Type III]
Source Sum of Squares Df Mean Square F Value p-value Prob > F
Model 74.15 9 8.24 23.24 < 0.0001
A-Voltage 0.078 1 0.078 0.22 0.6496
B-Time 1.7 1 1.7 4.78 0.0536
C-Boric Acid 1.27 1 1.27 3.59 0.0873
AB 3.79 1 3.79 10.7 0.0084
AC 14.22 1 14.22 40.09 < 0.0001
BC 0.76 1 0.76 2.13 0.1747
A2 27.95 1 27.95 78.82 < 0.0001
B2 26.77 1 26.77 75.5 < 0.0001
C2 6.4 1 6.4 18.05 < 0.0017
Residual 3.55 10 0.35
Lack of Fit 3.55 5 0.71
Pure Error 0 5 0
Cor Total 77.69 19
Tabel 4: Analysis of Variance (ANOVA).
Based on the analysis, the quadratic equation model has obtained with states the correlation between the percent of cobalt and these tree factor are variated.
Factor Code:
2 6.76 0.075 0.35 0.31 0.69 1.33 0.31 1.39 2 1.36 2 0.67 Cobalt A B C AB AC BC A B C = + + + − + − − − − Actual Factor:
114.85729 50.37196( ) 12.30958( ) 19.48715(boricacid) 1.37731(voltage)(time) 2 2 5.33204(voltage)(boricacid) 0.61515(time)(boricacid) 5.57027( ) 1.36294( ) 2 2.66586( ) Cobalt Voltage time =− + + − − + − − − boricacid −
The Effect of Time, Voltage, and Boric Acid
voltage time
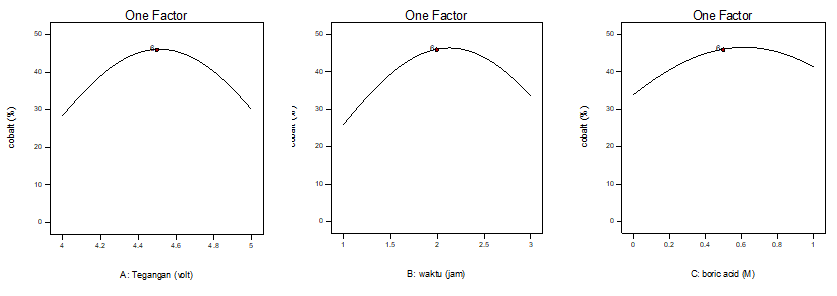
In this work, the time of operation was varied from 1 to 3 hours), the voltage was varied from 4 to 5 volts, and also borid acid concentration from 0 to1 M as shown in Figure 2. The figure shows that the highest point or optimum condition at 2 hours of time operation, 4.5 Volt of DC voltage, and also 0.5 M of boric acid concentration. From this graphic, we could
Interaction of Interfactor
be seen the variation in addition to a certain content could give a better effect in this research. However, the higher the voltage and boric acid concentration and time of operation will cause the decrease of cobalt content which is caused by a pollutant or another compound that is attached to the surface of the cathode.
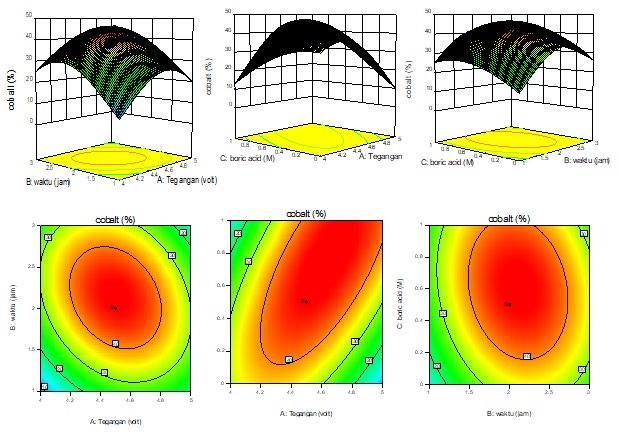
Figure 3 shows the contour plot graphic and response surface interfactor. The figure shows the correlation between the percentage of cobalt and three factors that affect it. The results of the influence of interfactor were listed in Table 5.
| Factor | Respond |
|---|---|
| Time vs Voltage | Significant |
| Voltage vs Boric Acid | Very significant |
| Time vs Boric Acid | Less significant |
Table 4: The influence of interfactor towards the percentage of cobalt.
Optimum Condition and Model Verification
Table 6 shows that the prediction and experiment result in optimum operating condition. The table shows that the percentage of cobalt value from real experiment than the predicted value by the software is closed with an error value of less than 10%. The error value in the range of 10-15% is still acceptable in the process of optimizing a process. The cobalt percent value which is based on the experiment is smaller than the value of cobalt percent which is predicted by software.
| Sample | Voltage (V) | Time (Hour) | Boric Acid (M) | %DE Prediction | Actual |
|---|---|---|---|---|---|
| 1 | 4.649 | 1.985 | 0.647 | 45.374 | 41.1806 |
Table 5: Prediction and experiment result in Optimum Operation Condition.
Conclusion
The best condition in the Electrometal-Electrowinning (EMEW) process which obtained in 4.5 V, 2 hours, and 0.5 M of boric acid with the cobalt of 45.8273%. RSM statistic analysis result show that time is an individual factor that could give the most significant value to the percentage of generated. While the most significant interfactor interaction is the interaction between voltages and boric acid. The suggested model based on the sequential model sum of squares, lack of fit test, model statistic, and analysis of variance (ANOVA) is a quadratic model with R2 of 0.9544.
Acknowledgments
This work was supported by the Ministry of Research and Technology - The Republic of Indonesia and the Indonesian Institute of sciences through the Mandiri research grant are greatly acknowledged.
References
-
Sharma IG, Alex P, Bidaye AC, Suri AK (2005) Electrowinning of cobalt from sulphate solutions. Hydrometallurgy 80(1-2): 132-138.
-
Santos JS, Matos R, Trivinho-Strixino F, Pereira EC (2007) Effect of temperature on Co electrodeposition in the presence of boric acid. Electrochim Acta 53(2): 644-649.
-
Ho HY, Chen WB, Fu TY, Chen SJ (2014) On the electrodepositing of cobalt nanoparticles on ITO in the presence of boric acid. IEEE Trans Magn 50(1): 6-9.
-
Grimshaw P, Calo JM, Hradil G (2011) Cyclic electrowinning/precipitation (CEP) system for the removal of heavy metal mixtures from aqueous solutions. Chem Eng J 175(1): 103-109.
-
Sekar H, Bendiyasa IM, Murti Petrus HT, Mufakir FR, Astuti W (2018) Pelindian Nikel dari Bijih Limonit Low- Grade Pomalaa Menggunakan Pelarut Asam Asetat. Seminar Nasional Teknik Kimia Kejuangan, pp: 1-7.
-
Du Preez AC, Preston JS (2004) Separation of nickel and cobalt from calcium, magnesium and manganese by solvent extraction with synergistic mixtures of carboxylic acids. J South African Inst Min Metall 104(6): 333-338.
-
Park KH Mohapatra D (2006) Process for cobalt separation and recovery in the presence of nickel from sulphate solutions by cyanex 272. Met Mater Int 12(5): 441-446.
-
Sole KC (2008) Solvent extraction in the hydrometallurgical processing and purification of metals: Process design and selected applications. In: Aguilar M, Cortina JL (Eds.), Solvent Extraction and Liquid Membranes. Taylor & Francis Gropu, pp: 141-200.
-
Irina C, Barbulescu A (2011) Liquid-Liquid Extraction With and Without a Chemical Reaction. In: Mohamed EA (Ed.), Mass Transfer in Multiphase Systems and its Applications. Intech Open, pp: 208-232.
-
Sudibyo S, Oediyani S, Gunawan A (2020) Optimization of The Electro Metal Electrowinning Process for Nickel Metal from The Solvent Extraction of Low-grade Laterite using Versatic 10 and Cyanex 272. Indonesian Institute of Sciences 9: 491-497.
-
Patel SR, Parikh SP (2020) Statistical optimizing of electrocoagulation process for the removal of Cr ( VI ) using response surface methodology and kinetic study. Arab J Chem 13(9): 7032-7044.
-
Orhan G, Hapci G, Keles O (20110 Application of Response Surface Methodology (RSM) to Evaluate the Influence of Deposi tion Parameters on the Electrolytic Cu-Zn Alloy Powder. Int J Electrochem Sci 6: 3966-3981.
-
Solution IL (2020) A Study of the Electrodeposition of Gold Process in Iodine Leaching Solution. Metals 10(1): 50.
-
Kobya M, Demirbas E, Bayramoğlu M, Sensoy MT (2011) Optimization of Electrocoagulation Process for the Treatment of Metal Cutting Wastewaters with Response Surface Methodology. Water Air and Soil Pollution 215(1): 399-410.
- Sense, Gravity, Parity & Chirality in Mathematical Physics
- Quantum Lattice Simulations PHYSICS: Microcircuit Particle Formation and Observable Macroscopic Irreversible Time - A Discrete Lagrangian with Cellular Automata Framework
- Quantum Biology from Biomacromolecule to Cell, and Central Dogma Described by Quantum Theory
- Focus, Agility, Speed and Technology (FAST) for Sustainability and Growth
- Square Root Metric Geometry and Pati-Salam Model in Curved Space-Time
- A Simple System Demonstrating the Mpemba Effect in Classical Mechanics