Quality Ealuation of National Cereals Research Institute Brown Sugar
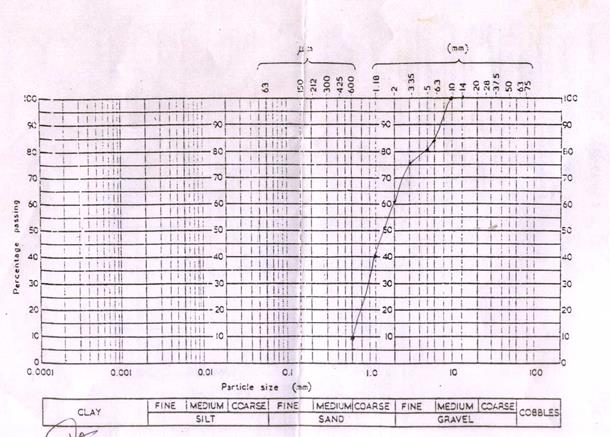
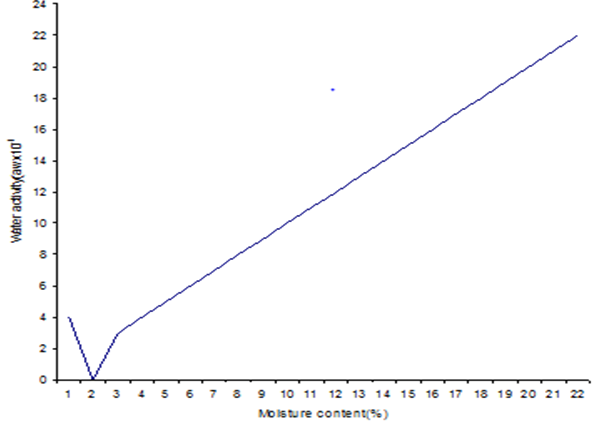
A brown sugar process technology [BST] was developed using a simple batch system and a local clarifier at the National Cereals Research Institute [NCRI], Badeggi. The quality characteristics of the brown sugar produced from the technology were studied. Where necessary and feasible the brown sugar quality was compared to industrial brown sugars. The bulk density, solubility, particle size, brix percentage, pH, Pol%, soluble and insoluble fractions, water sorption properties, proximate composition, microbial load and organoleptic properties of the sugar were evaluated. The results showed that the brown sugar had 82.87% solubility as compared to 85.80 and 72.73% of industrial samples. The bulk density was 0.88g/cm3 as compared to 0.82 and 0.95g/cm3. The particle size ranged from 600µm-10mm with 53% passing through 600µm-1.18mm. The moisture sorption studies showed that the brown sugar exhibited a sigmoid shaped structure with monolayer moisture content of 0.63gH20 while the surface area was 0.0036x10M2 /g solid. There was no apparent presence of fibre but ash content was high [10.00%] while protein as expected was very low [0.26%]. The microbial load was low 20x103 cfu/g while feacal pollution was not observed. The NCRI brown sugar was preferred to the industrial samples and had an acceptability score of 4 in a 5-point-hedonic scale.
Introduction
Local sugar processing started in Nigeria in the 1920s but it was not until the 1960s that industrial manufacture of refined sugar commenced and by 1955 about 43,000
tons of refined sugar had been consumed in the nation [1, 2, 3]. Nigeria is known to produce between 1-5% of national sugar need indicating that 95-97% of needed sugar is imported thus placing a great drain on national economy [3]. This situation ought not to be since Nigeria lies within the tropics with high potential for sugar-cane production. Realization of this inherent potential made the colonial government in 1956 to commission a general survey of areas with high potential for sugar-cane and sugar production in Nigeria [2].
Nigeria’s sugar industry is still in its infancy having not witnessed any significant growth since 1960, except in 1970 when 27% domestic production was met [2]. A number of factors including inadequate supply of sugar cane to the factories; few operating sugar factories; myriad of factory and field production problems and the activities of Nigerian entrepreneurs who support imports rather than domestic sugar production have been implicated in this dismal sugar sector performance. In addition there has not been a strong sugar policy in the country to support and encourage existing sugar companies to produce and sell at a profit, until the establishment of the Nigeria Sugar Master Plan [NSMP] in 2012 which has outlined clear steps to be followed by sugar producers for targeted results [2, 4].
With the reinvigorated approach by government to turn the tide of retarded sugar production using the policy of backward integration [BIP] embedded in the NSMP, indications suggest that large scale sugar companies will achieve the domestic sugar needs of Nigeria in a short time [5]. This, not withstanding, search for alternatives, researchers at NCRI, Badeggi have developed a 10 tonnes cane per day [TCD] brown sugar processing technology suitable for cottage level sugar production [6]. The deliberate acquisition and utilisation of this technology by relevant stakeholders will increase the aggregate production of brown sugar in every location where substantial sugar cane is produced to feed the plants and add to national figures coming from the three key factory players in the sugar industry [5].
According to Kim & Day [7] milliable cane consists mostly with 73-76, water, 9.6, Sucrose, 0.1 Glucose, 0.1 Fructose, 9.8 Total sugars, 9.8 Fibre 26.7, 41.6 Cellulose, 25.1 Hemicellulose, 20.3 Lignin and 4.8 % Ash respectively. Raw sugar consists of sucrose crystals with an adhering film of molasses. Raw sugar juices contain considerable amounts of colloidal materials which have to be removed in clarification [8_]. There are two groups of colloid: constituents of the beet cells transferred to the sol form during extraction, and those that originate as a result of condensation, for example, melanine, meanoidine or invert or saccharose decomposition product [8]._ Raw sugar quality is dependent on the composition and quantity of the sucrose crystals and the adhering film of molasses. Kaur, et al. [9] reported that raw sugar which is brown in colour contains objectionable miscellaneous impurities among which are small particles of soil and cane fibres, traces of waxy materials, salts, bacteria and molds with colouring matter. They, therefore, contended that raw sugar is not adequate for consumption, neither is it more nutritious than refined sugar. The present work was, therefore, undertaken to assess some aspects of the quality of the raw sugar from the NCRI BST.
Materials and Methods
The flow process for the production of NCRI brown sugar is shown in Figure 1.
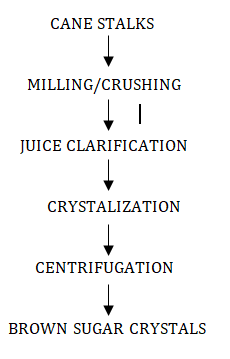
Cane stalks tied in bundles are weighed over a hanging balance. Three to four cane stalls are fed at a time into the mills of about 10tcd manually. The juice extracted is collected in trays and screened using muslin cloth. It is then passed through pipes into the boiling pans. Screened juice is evaporated in open pans with addition of mucilage extracted from okra stem bark as clarifier. The scum floating on the surface is removed intermittently to yield a clear juice.
The concentrated juice [syrup] about 80°brix is transferred to a crystallizer where heat exchange takes place resulting into massecuites. The massecuites are centrifuged to separate the sugar from the molasses. The brown sugar is then dried and bagged.
Analysis
The sucrose, particle size, the pol, the solubility, the pH, the bulk density, the moisture content, the proximate composition, the water sorption properties, the microbial count and sensory characteristics were evaluated by standard methods [10, 11]. Where necessary the NCRI brown sugar was compared to industrial samples. The solubility of the brown or raw sugar was measured at 30°C.
Results and Discussion
Results presented in Tables 1 & 2 show the physical characteristics and crystal size analysis of the NCRI brown sugar compared to industrial samples. The results show that over 88% of the crystals dissolved within 10 secs, significantly higher than the industrial samples. The proximate composition of the NCRI brown sugar presented in Table 3 also compares favourably with the industrial samples in fat, fibre and carbohydrate contents. The differences in protein content recorded in the present work may be due to variety differences and component denaturation due to high temperatures employed during the clarification. The high ash content corresponds to the high levels of insolubility of 12.33. This is however expected as the sugar has not undergone any further refining.
| Parameter | NCRI | Industrial Sample1 | Industrial Sample2 | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Solubility [%] | 89.27 | 75.93 | 87.8 | ||||||||
| Brix[o] | 98 | 97 | 95 | ||||||||
| pH | 4.5 | 4 | 5.5 | ||||||||
| Pol [%] | 77 | 85.5 | 91.98 | ||||||||
| Soluble [%] | 87.67 | ND | ND | ||||||||
| Insoluble [%] | 12.33 | ND | ND | ||||||||
| Bulk Density[g/cm3] | 0.88 | 0.82 | 0.95 |
Table 1: Particle –size analysis of NCRI brown sugar compared to industrial Samples.
Table1: Physical characteristics of NCRI brown sugar compared to industrial samples.
| Sieve size | Samples | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| NCRI[g] | Industrial Sample1[g] | Industrial Sample2 [g] | |||||||
| 2.36mm | 1 | 4 | 0 | ||||||
| 1.70mm | 4 | 1.7 | 6 | ||||||
| 1.18mm | 58 | 7 | 53 | ||||||
| 850µm | 248 | 75 | 134 | ||||||
| 650µm | 0 | - | 136 | ||||||
| 600µm | 99 | 245 | 0 | ||||||
| 425µm | 0 | 63 | 48 | ||||||
| 300µm | 4 | 4 | 22 | ||||||
| 150µm | 0 | 0 | 6 | ||||||
| 75µm | 0 | 0 | 5 |
Table 2: Particle –size analysis of NCRI brown sugar compared to industrial Samples.
| Parameters | Samples | ||||||
|---|---|---|---|---|---|---|---|
| NCRI | Industrial sample 1 | Industrial sample 2 | |||||
| Protein [%] | 0.26 | 0.70 | 0.61 | ||||
| Fat [%] | 0.50 | 0.50 | 0.50 | ||||
| Ash [%] | 10 | 0.33 | 0.66 | ||||
| Fiber [%] | - | - | - | ||||
| Moisture [%] | 1.00 | 1.00 | 1.00 | ||||
| Carbohydrate [%] | 88.24 | 91.67 | 97.23 |
Table 3: Proximate Composition of NCRI brown sugar compared to industrial samples.
Classification
Brown sugar comes in different forms, each product depicting the method of production. Kaur & Singh [12] have shown that brown sugar products could be divided into two main categories- those produced directly from cane juice at the place of origin and those that are produced during the refining of raw sugar. These second types are the boiled or coated brown or soft sugars of various colour gradations [13, 14].
From this background the NCRI brown sugar can be favourably compared to Demerara sugar produced in Guyana. It is the product of the first crystallization of cane syrup, light brown or golden [caramel colours] in appearance with crystals slightly sticky in texture [15].
This was expected since the process unlike other raw sugar preparations takes place above 100°C where both Millard reactions and caramellisation are likely to take place [16].
Chitprasert, et al. [17] reported that raw sugar of commercial standards require crystals of reasonably uniform size of 0.80-1.00mm, pol percent of 97.8-99.3 and moisture content of 0.40%. The results from this study Figure 2 & Table 2 show that the NCRI brown sugar crystals are comparable in crystal size and moisture to the recommended values while they differed significantly in pol percent. This disparity suggests that the NCRI brown sugar may be of lower purity and may have lower keeping qualities like hardening when stored in bags.
production processes use high pressure and low boiling temperatures of 75-80°C before liming in the clarification stage, the NCRI process used high temperature and high pH regimes [19]. Thus the NCRI system was heated above
103°C throughout the clarification stage which must have influenced the breakdown of sucrose by Bacillus megatherium whose activity is favoured by temperatures above 100°C [14, 20]. Though, the microbial load of the NCRI brown sugar is low (Table 4), however this does not preclude the presence of Bacillus substilis and acting on sucrose with the production of levan which might have artificially decreased polarity in the produced brown sugar [16].
| Type of count | Cfu/g | ||||
|---|---|---|---|---|---|
| Bacterial count | 20x103 | ||||
| Coliform count | 22x103 | ||||
| Mould count | 11x102 |
Table 4: Microbial count of NCRI brown sugar.
The water sorption properties of the NCRI brown sugar and two industrial samples presented in Figure 3 are similar to the one reported for crystalline raffinose by Demertzis, et al. [21], Yue, et al. [22]. The monolayer of the brown sugar was approximately 1.00 at 30°C. This value is comparable to the 1.43 reported for crystalline raffinose at the same temperature [18, 21]. The results obtained agree with the observations by Ioelovich & Leykin [23], Nurhadi, et al. [24] that sugars including fructose, glucose, sucrose maltose and lactose with high degree of crystallinity have similar isotherm shapes. The monolayer value at 1.0 using the BET equation at 0.45- 0.50 is indicative that bacteriological deterioration will be difficult during long storage periods as already mentioned. It also shows that caking and other defects will remain minimal during storage.
The NCRI brown sugar production process involves the continuous removal of scum using okra back slurry during this stage which eliminates the filtration and settling stages in other brown sugar processes [18]. This may be the contributory factor to the low recovery of the raw sugar with high molasses percentage. It is also believed that the high percentage of molasses witnessed from the present report may be responsible, in part, for the decreased pol percentage recorded. Earlier reports by Mathur [20] indicated that raw brown sugar has high bacterial count causing deteriorations, fermentations and stickiness. The results from this study, however, show that the microbial load was far below the maximum allowable threshold level. The apparent absence of coliform and other organisms of public health significance like faecal and other pathogenic pollutions confirms the NCRI brown sugar to be safe.
The clarification process employed in the NCRI brown sugar production imparted high level of purity by inhibiting the growth and multiplication of spoilage organisms. With deterioration index of 10 it is safe to assert that the NCRI brown sugar will be shelf-stable at ambient temperature storage. Again the results show that the deterioration factor of the NCRI brown sugar was 0.09. This value is far below the 0.25 threshold considered dangerous for safe keeping. All these are positive indications that in spite of the low pol percentage of the NCRI brown sugar it will keep where longer storage periods are envisaged.
Sensory Properties
The sensory properties of the NCRI raw brown sugar compared to two commercial industrial samples are presented in Tables 5-9. The results show that in all the parameters tested, the NCRI brown sugar scored over 60% in acceptability, flavour and colour. It however scored below 50% in taste indicating near rejection. This may be a consequence of the high level of molasses which imparts noticeable astringency on the flavour profile of the sample, thus compelling the panelists to rate it low.
The ANOVA values for the sensory attributes on overall acceptability, colour, flavor, taste and summary of ANOVA analysis of the NCRI brown sugar are shown in Tables 5-9. The NCRI brown sugar was significantly reckoned with in its acceptability, colour and flavour, except for taste. As observed by Miller [25] sugar in the raw or raw sugar, is a light, golden brown crystal that has a mild, caramel taste. Brown sugar is darker in color and stickier in texture, and has a definite caramel taste. Thus, this unique taste must have influenced the near rejection of the present product by the panelists.
| Source of variation | DF | SS of S | MS | F-ratio | Probability | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Samples | 2 | 15.20 | 7.60 | 11.27 | 0.00 | ||||||||||||
| Panelist | 9 | 7.89 | 0.87 | 1.30 | 0.30 | ||||||||||||
| Residual | 18 | 12.13 | 0.67 |
Table 5: ANOVA for Overall-acceptability.
| Source of variation | DF | SS of S | MS | F-ratio | Probability | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Samples | 2 | 12.20 | 6.10 | 9.86 | 0.00 | ||||||||||||
| Panelist | 9 | 11.87 | 1.32 | 2.13 | 0.08 | ||||||||||||
| Residual | 18 | 11.13 | 0.62 |
Table 6: ANOVA for colour.
| Source of variation | DF | SS of S | MS | F-ratio | Probability | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Samples | 2 | 8.87 | 4.43 | 5.05 | 0.01 | ||||||||||||
| Panelist | 9 | 13.20 | 1.47 | 1.67 | 0.17 | ||||||||||||
| Residual | 18 | 15.80 | 0.88 |
Table 7: ANOVA for flavor.
| Source of variation | DF | SS of S | MS | F-ratio | Probability | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Samples | 2 | 2.47 | 1.23 | 2.50 | 0.11 | ||||||||||||
| Panelist | 9 | 8.53 | 0.92 | 1.92 | 0.11 | ||||||||||||
| Residual | 18 | 8.86 | 0.49 |
Table 8: ANOVA for taste.
| Means of effect [Samples] | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| N | o of observation | s | Sensory Attributes | ||||||||
| Acceptability | Colour | Flavour | Taste | ||||||||
| 1 | 10 | 2.00 | 1.90 | 2.60 | 2.40 | ||||||
| 2 | 10 | 1.80 | 2.00 | 1.50 | 1.70 | ||||||
| 3 | 10 | 3.4 | 3.30 | 2.70 | 2.10 | ||||||
| SE[N=10] | 0.26 | 0.25 | 0.30 | 0.22 | |||||||
| LSD[0.05] | 0.77 | 0.74 | 0.88 | N. S. |
Table 9: Summary of Analysis of Variance. 1 and 2= Industrial samples 3= NCRI Brown sugar sample
Conclusion and Recommendations
The NCRI brown sugar technology is novel but the result of its quality characteristics show that the raw brown sugar still meets several quality criteria to be considered safe for direct consumption though there may be some scientific skeptics as to whether it is completely safe for consumption. Further studies are, therefore, to be undertaken to scale-up the process technology with a view to increasing the juice yield. The local clarificant or okra bark should be extracted and purified and its quality parameters established. Also further research on the techniques for the refining of the raw sugar and the recycling and recovering of sucrose from the molasses are further research areas.
References
-
Lafiagi MS (1984) Towards self-sufficiency in sugar production in Nigeria. Memo submitted to Federal Ministry of Commerce and Idustry, pp: 1-46.
-
Wada AC, G Agidi, Ishaq MN, Busari LD (2001) Current Status of Sugar Research and Development in Nigeria. Sugar Tech 3(1 & 2): 4-12.
-
Nigeria Sugar Master Plan [NSMP] (2012) Roadmap document for Sugar development in Nigeria. Produced by National Sugar Development Council, Abuja, Nigeria.
-
Wada AC, Agidi G (2019) Five Years’ Performances of Three Key Players in the Restart Journey of the Nigeria Sugarcane and Sugar industry. Egyptian Sugar Journal 12: 60-79.
-
Ukwungwu MN, Wada AC, Gbabo S (2011) Recent Development in Sugar cane.
-
IAPSIT (2011) Sugar Research and Sustainable Production for Energy Needs of Nigeria. Balancing Sugar and Energy Production in Developing Countries: Sustainable Technologies, New Delhi, India, pp: 1014-1022.
-
Kim M, Day DF (2011) Composition of sugar cane, energy cane, and sweet sorghum suitable for ethanol production at Louisiana sugar mills. J Ind Microbiol Biotechnol 38: 803-807.
-
Baraniak BM, Waleriańczyk E (2003) Encyclopedia of Food Sciences and Nutrition.
-
Kaur S, Singh M, Aggarwal V (2011) Sugar clarification: A step towards green technology. Balancing Sugar and Energy Production in Developing Countries: Sustainable Technologies and Marketing Strategies, New Delhi, India, pp: 874-879.
-
Baikow VE (1982) Manufacture and Refining of Raw Cane Sugar, Volume 2 (2nd Edn.), Manufacture and Refining of Raw Cane Sugar.
-
AOAC (2000) Official Methods of Analysis of AOAC International, 17th (Edn.).
-
Kaur S, Singh M (2011) The Maillard Reaction: Application to sugar and allied industry. Balancing Sugar and Energy Production in Developing Countries: Sustainable Technologies and Marketing Strategies, New Delhi, India, pp: 888-893.
-
Labuza TP, Saltmarch M (1982) Kinetics of Browning and Protein Quality Loss in Whey Powders During Steady State and Nonsteady State Storage Conditions. Food Science 47(1): 92-96.
-
Lio’net GRE (1984) Preliminary statistical analysis of Boiling House Recovery Report No 1288.
-
Rasitc (2000) Robert Anthonie Sugar Insitute Trainin g Centre, Mauritius Lecture Notes. Introduction to sugar manufacture, pp: 8.
-
Wada AC, Gbabo A, Ishaq MN, Joshua SD, Ukwungwu MN (2011) Causes and management of field to factory losses in some African sugar industries. Balancing Sugar and Energy Production in Developing Countries: Sustainable Technologies and Marketing Strategies, New Delhi, India, pp: 377-383.
-
Chitprasert P, Chedchant J, Wanchaitanawong P, Poovarodom N (2006) Effects of Grain Size, Reducing Sugar Content, Temperatureand Pressure on Caking of Raw Sugar. Kasetsart J 40: 141-147.
-
Mathur SP (1993) Determination of Compost Biomaturity: Literature Review. Biological Agriculture and Horticulture 10: 65-85.
-
Margaret Z, Maissam G, Harphoush S (2018) Sugars: Types and Their Functional Properties in Food and Human Health. International Journal of Public Health Research 6(4): 93-99.
-
RASITC (2000) Robert Anthonie Sugar Insitute Training Centre, Mauritius Lecture Notes. Sanitation in the cane sugar factory: pp: 9. _21._ Demertzis PG, Riganakos KA, Kontominas MG (1989) Water sorption isotherms of crystalline raffinose by inverse gas chromatography Food Science & Technology 24(6): 629-636.
-
Yué BYC, Akmel DC, Bouatene DTK (2018) The prediction of moisture adsorption isotherm for sucrose powder in Côte d’Ivoire. International Journal of Scientific Research and Management 6(4): 2321-3418.
-
Ioelovich M, Leykin A (2011) Study of sorption properties of cellulose and its derivatives Bio Resources 6(1): 178-195.
-
Nurhadi B, Sukri N, Sugandi KW, Widanti AP, Restiani R, et al. (2018) Comparison of crystallized coconut sugar produced by traditional method and amorphous coconut sugar formed by two drying methods: vauum drying and spray drying. International Journal of Food Properties 21(1): 2339- 2354.
-
Miller Susan (2018) Difference between Brown Sugar & Sugar in the Raw.
- The Role of Podocyte Apoptosis and the Involvement of SIRT1 in Diabetic Nephropathy
- Dealcoholization of Beer by Osmotic Distillation for the Beverage Industry
- Biopolymer-Based Edible Packaging- Biomaterials, Methods, and Applications in Food Industry: An Updated Review
- Influence of Bioprocessing Methods on 'China Rice' (Gawal R1), and Soyabean Supplementation on the Quality of Complementary Food
- Cassava (Manihot esculenta) Varietal Growth, Yield and Cyanide Content Performance in Three Sites in the South- Eastern Semi Arid Regions of Kenya
- Food Waste Treatment, Recycling, Management and Production of Value-Products-An Update on Methodologies and Current Trends