Dealcoholization of Beer by Osmotic Distillation for the Beverage Industry
Osmotic distillation (OD) was evaluated as a gentle, non-thermal route for partial removal of ethanol from beer using an in-house hydrophobic flat sheet polyvinylidene fluoride (PVDF) membrane to produce a healthy beverage. A 16 wt.% PVDF membrane prepared by non-solvent induced phase inversion was mounted in a transparent acrylic cell that separated circulating feed and NaCl draw solutions at ambient temperature and zero transmembrane pressure. Membrane characterization by SEM, FTIR, and water contact angle confirmed an asymmetric porous structure, chemically intact PVDF, and stable hydrophobicity (θ ≈ 92°), suitable for vapor phase mass transfer without wetting. Ethanol-water model solutions (5 and 8 % v/v) and three commercial beers (Budweiser, Kingfisher Strong, and Kingfisher Lite) were treated with 2-3 M NaCl draws, and ethanol concentrations in both circuits were monitored by refractive index measurements calibrated with matrix-matched standards. For model solutions, the feed ethanol content decreased from 5.0 to ~2.5% and from 8.0 to 3.6%, corresponding to removal efficiencies of ~50% and ~55%, respectively, consistent with the higher vapor pressure driving force at elevated initial concentrations. For beers, single pass OD with 3 M NaCl achieved ethanol reductions of ~52 % (Budweiser), ~53 % (Kingfisher Strong), and ~58 % (Kingfisher Lite) over 24 h, with no evidence of salt passage or liquid breakthrough. These results demonstrate that a simple flat-sheet OD configuration can reproducibly deliver reduced alcohol beers under mild operating conditions and provide a practical platform for further membrane and process intensification toward continuous industrial dealcoholization.
Abbreviations
NF: Nanofiltration; RO: Reverse Osmosis; PV: Pervaporation; OD: Osmotic Distillation; FO: Forward Osmosis.
Introduction
Dealcoholization refers to the process of reducing or removing ethanol from alcoholic beverages such as beer and wine. Over the past decade, this field has received increasing attention due to evolving consumer lifestyles, stricter drink- driving regulations, and growing awareness of the health risks associated with alcohol consumption. The global demand for low- and non-alcoholic beverages has expanded rapidly, driven by diverse consumer groups including athletes, drivers, health-conscious individuals, and consumers who abstain from alcohol for cultural, religious, or medical reasons [1, 2]. This shift in consumption patterns has intensified the need for efficient dealcoholization technologies that can reduce ethanol content while preserving the original sensory quality and nutritional attributes of beverages.
Several physical and membrane-based technologies have been investigated for beverage dealcoholization, each offering distinct advantages and limitations. Membrane separation processes such as nanofiltration (NF), reverse osmosis (RO), pervaporation (PV), and dialysis have attracted considerable interest because they operate at relatively low temperatures, thereby minimizing thermal degradation of aroma and flavor compounds [2, 3]. Such concentration and selective separation strategies have also been demonstrated in other beverage applications, including forward osmosis- assisted concentration of bioactive components from fruit juices using hydrophilized polyamide membranes [4]. From a broader materials perspective, advances in polymeric and mixed-matrix membrane architectures have further expanded the scope of membrane-based separations by enabling improved permeability–selectivity trade-offs and enhanced structural stability through tailored fabrication strategies such as phase inversion and nanomaterial incorporation c. For example, hollow-fiber polyelectrolyte multilayer NF membranes have been applied to lager beer, enabling near-complete ethanol passage; however, partial loss of inorganic salts resulted in detectable sensory alterations [5]. In wine processing, integrated membrane approaches combining osmotic distillation (OD) and RO have demonstrated improved retention of volatile aroma compounds compared to single-stage membrane processes [6].
Conventional thermal techniques, including vacuum distillation and spinning cone column technology, are also widely employed for beverage dealcoholization [2, 7]. These methods lower ethanol’s boiling point by operating under reduced pressure, thereby limiting heat- induced degradation. Nevertheless, even under vacuum conditions, exposure to elevated temperatures may result in the loss of volatile compounds, changes in acidity and color, and degradation of phenolic constituents, ultimately compromising beverage quality [8]. Such drawbacks have motivated the exploration of non-thermal alternatives that offer greater selectivity and better preservation of quality. Forward osmosis (FO) has emerged as an alternative membrane-based approach, in which an osmotic pressure gradient generated by a concentrated draw solution drives the transport of ethanol across a semipermeable membrane. FO has shown promising results in maintaining antioxidant activity and volatile profiles in beverages such as kiwi wine [9]. Other hybrid strategies, including evaporative extraction and PV-based systems, have also been explored. In particular, PV integrated with NF has been reported to achieve partial dealcoholization of white wine while maintaining an acceptable balance between ethanol reduction and sensory quality [10]. Despite these advances, challenges related to membrane fouling, draw solution regeneration, aroma loss, and process economics remain significant barriers to large- scale implementation [2, 11].
In this context, osmotic distillation has emerged as a promising, non-thermal, low-energy alternative for beverage dealcoholization. OD employs a hydrophobic microporous membrane, commonly fabricated from polyvinylidene fluoride (PVDF) or polypropylene, to separate the beverage from a highly concentrated draw solution, typically sodium chloride (NaCl). The difference in vapor pressure across the membrane drives the transport of volatile components, including ethanol, in vapor form through dry membrane pores. Because OD operates at ambient temperature and atmospheric pressure, it significantly reduces the risk of thermal degradation while enabling improved retention of volatile aroma compounds, phenolics, color, and antioxidant activity [12, 13]. Previous studies have demonstrated that wines and beers processed using OD retain sensory characteristics closely resembling those of their original products [12, 13, 14]. Furthermore, OD can be integrated with complementary membrane processes such as PV or RO to enhance ethanol recovery and overall process sustainability [13].
However, the performance of osmotic distillation is strongly influenced by membrane properties (hydrophobicity, pore structure, and morphology), beverage composition, and operational parameters, including draw solution concentration, temperature, and flow configuration. Optimization of these parameters is essential to maximize ethanol removal while minimizing quality losses and avoiding membrane wetting [15].
In this study, the feasibility of osmotic distillation for partial dealcoholization of beer is investigated using an in- house fabricated hydrophobic flat-sheet PVDF membrane integrated into a low-cost acrylic membrane cell designed for continuous operation. Unlike most previous studies that employed commercial modules or complex hollow- fiber membranes, the present work demonstrates a simple, scalable configuration applicable to laboratory- and pilot-scale systems. Ethanol removal was systematically evaluated using both model ethanol-water solutions and multiple commercial beers with varying alcohol content, allowing assessment of matrix effects under identical operating conditions. Sodium chloride was employed as the draw solution, and ethanol transfer was monitored using refractive index measurements validated for rapid process monitoring. The results highlight osmotic distillation as a practical, energy-efficient, and quality-preserving approach for partial beer dealcoholization and a scalable approach for beer dealcoholization that preserves product quality.
Materials
Polyvinylidene fluoride (PVDF) polymer was procured from Solvay Chemicals (Gujarat, India) and used as received. N-methyl-2-pyrrolidone (NMP), dimethylformamide (DMF), and analytical-grade ethanol were purchased from Sigma-Aldrich (Hyderabad, India). Sodium chloride (NaCl) of analytical grade was employed as the draw solute without further purification. Deionized (DI) water used for solution preparation was produced using a laboratory system. Commercial beer samples, including the brands of Budweiser, Kingfisher Strong, and Kingfisher Lite, were obtained from a licensed local retail outlet and stored at ambient temperature before use. The samples were used as received, without dilution or modification, to preserve their original composition and carbonation level during the dealcoholization experiments. All laboratory glassware, including beakers, conical flasks, measuring cylinders, and petri dishes, was supplied by Borosil Ltd. (Mumbai, India) and thoroughly cleaned and dried before use in all experiments.
Methodology
Fabrication of Hydrophobic PVDF Membrane
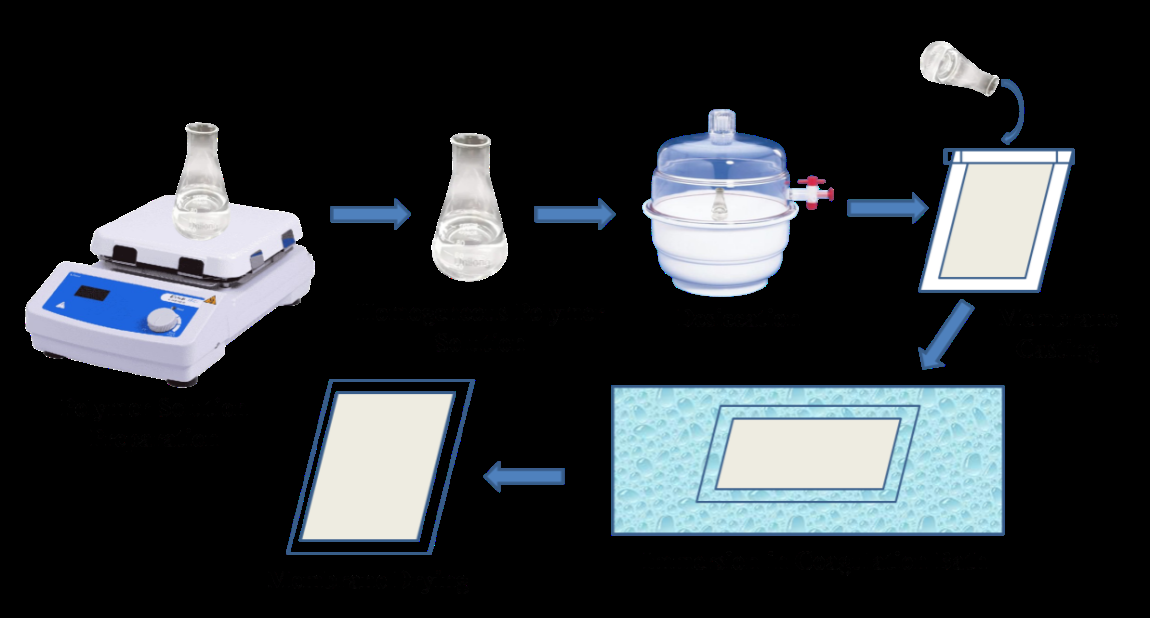
A hydrophobic flat-sheet polyvinylidene fluoride membrane was fabricated using the non-solvent induced phase inversion technique. The polymer casting solution was prepared by dissolving 16 wt.% PVDF in N-methyl- 2-pyrrolidone under controlled conditions at 25 ± 1°C. The solution was magnetically stirred for 24 h to ensure complete polymer dissolution and homogeneity. Following dissolution, the dope solution was degassed in a desiccator to remove entrapped air bubbles before casting. The homogeneous polymer solution was cast uniformly onto a polyester nonwoven support using a laboratory-scale casting device equipped with a movable metallic blade to control membrane thickness. Immediately after casting, the nascent membrane film was immersed in a deionized water coagulation bath maintained at ambient temperature. Phase inversion occurred via solvent-non-solvent exchange, resulting in the formation of a porous asymmetric PVDF membrane structure. After complete solidification, the membrane was kept in deionized water for 24 h to remove residual solvent, with the water replaced periodically. The fabricated membranes were then stored in deionized water at room temperature until further characterization and use in osmotic distillation experiments. A schematic representation of the membrane fabrication procedure is shown in Figure 1.
Flat-Sheet Osmotic Distillation Cell Design
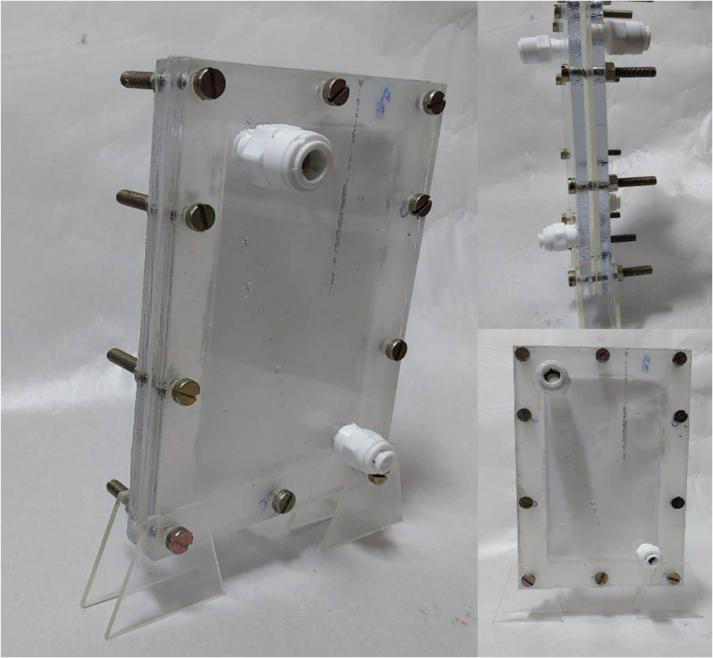
A rectangular flat-sheet membrane cell was designed and fabricated for osmotic distillation experiments to ensure uniform membrane wetting, controlled hydrodynamics, and ease of assembly. The flat-sheet configuration was selected to provide a well-defined membrane area and to facilitate visual inspection, cleaning, and potential scale-up.
The membrane cell was constructed from 3 mm-thick transparent acrylic sheets with external dimensions of 18 cm × 12 cm. The effective membrane area exposed to mass transfer was 14 cm × 8 cm.
The cell consisted of two parallel-flow compartments, primarily a feed chamber and a draw-solution chamber, separated by the hydrophobic PVDF membrane. Silicone rubber gaskets were placed on both sides of the membrane to ensure leak-proof sealing and to prevent direct liquid- phase contact between the feed and draw solutions.
Each chamber was equipped with one inlet and one outlet, positioned at opposite ends to promote uniform flow distribution across the membrane surface and minimize concentration polarization. The flow channels were designed to allow continuous circulation of both the feed and draw solutions in a co-current configuration. A schematic illustration of the membrane cell design used for the osmotic distillation process is shown in Figure 2.
Osmotic Distillation Experimental Setup and Operation
The experimental setup for osmotic distillation comprised a flat-sheet membrane cell fitted with the synthesized porous hydrophobic PVDF membrane, two peristaltic pumps, and independent circulation loops for the feed and draw solutions. The membrane cell was divided into two compartments: a feed chamber and a draw solution chamber, separated by the hydrophobic membrane, which acted as the selective interface for vapor-phase mass transfer.
The feed solution (model ethanol-water mixtures or commercial beer) was circulated through the feed chamber using a peristaltic pump, while the draw solution containing aqueous sodium chloride was circulated through the draw chamber using a second peristaltic pump. The flow rates of the feed and draw streams were independently controlled to maintain stable hydrodynamic conditions in each compartment. Each chamber was equipped with an inlet and an outlet, positioned at opposite ends, to promote uniform flow distribution across the membrane surface and to effectively utilize the available membrane area.
The entire system was operated under ambient laboratory conditions. The hydrophobic membrane ensured physical separation of the liquid phases while enabling vapor-phase transport of volatile components across the membrane pores. A photographic image of the experimental setup and a schematic representation of the system are shown in Figure 3(a) and Figure 3(b), respectively.
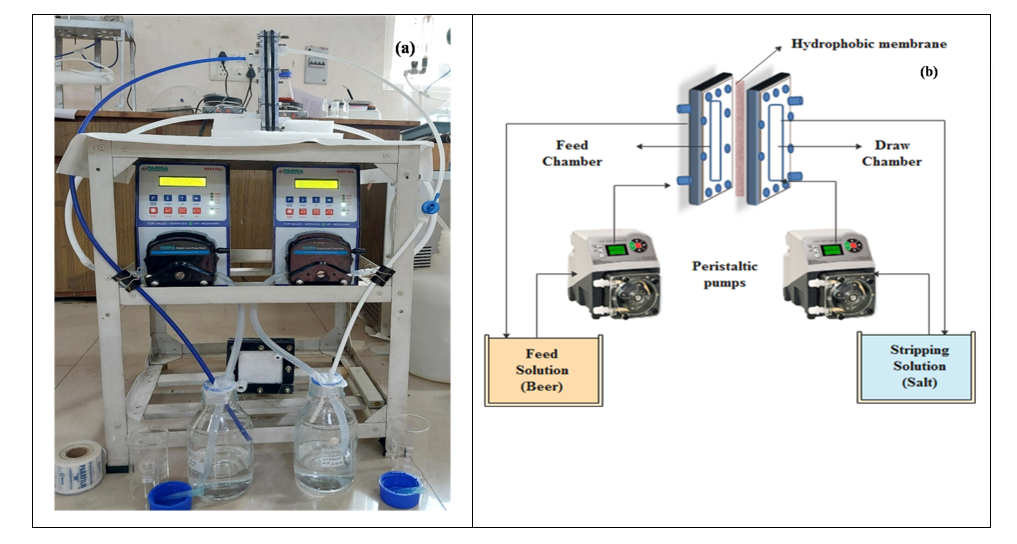
Figure 3(a): Experimental Setup (b): Schematic diagram.
Operating Procedure: Osmotic distillation was performed by circulating the feed and draw solutions on opposite sides of the hydrophobic PVDF membrane at ambient conditions. The feed solution, consisting of either model ethanol-water mixtures or commercial beer, was introduced into the feed chamber, while the draw chamber was supplied with an aqueous sodium chloride solution of predetermined concentration. Both solutions were circulated in a closed- loop configuration using peristaltic pumps, with flow rates adjusted according to the experimental conditions.
The driving force for ethanol transport was the vapor pressure gradient across the membrane, established by the reduced water activity of the concentrated NaCl draw solution. Volatile components, primarily ethanol along with water vapor, diffused through the dry pores of the hydrophobic membrane from the feed side to the draw side in vapor form. The membrane’s hydrophobic nature prevented direct liquid-phase mixing between the feed and draw solutions, and the system was operated without applying any external transmembrane pressure to avoid pore wetting.
Each osmotic distillation experiment was conducted in batch circulation mode for 24 h. Samples were collected from both the feed and draw solutions at the beginning and at the end of the experiment. Ethanol concentrations were measured by determining the refractive index of the collected samples with a calibrated refractometer. Throughout the experimental runs, no signs of membrane wetting, or liquid breakthrough were observed, indicating stable operation under the selected conditions
Ethanol Quantification by Refractive Index
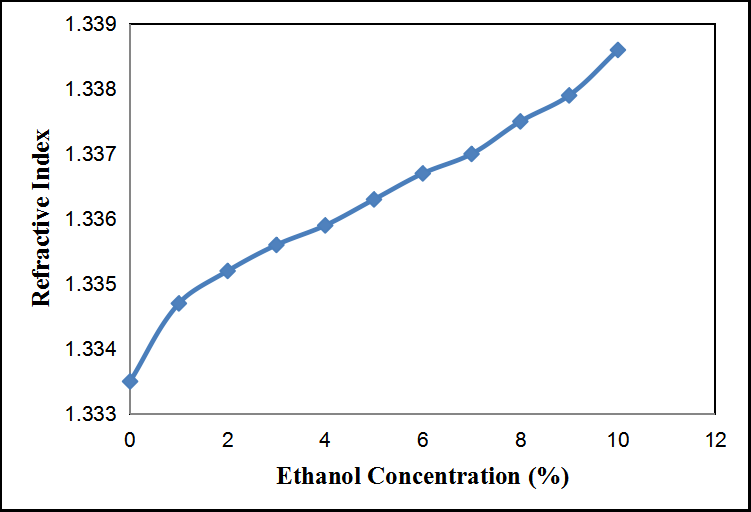
Ethanol samples with concentrations ranging from 1% to 10% are prepared for analysis. The literature shows that the ethanol content of beer typically ranges from 4% to 6%. To ensure accuracy, the refractive indices of each sample are measured three times using a refractometer with the specifications listed in Table 1. A standard curve is generated to establish the relationship between refractive index and ethanol concentration.
The resulting graph, shown in Figure 4, shows a linear correlation: as ethanol concentration increases, the refractive index also increases. This standard curve serves as a reference for monitoring changes in ethanol concentration during its removal from beer by osmotic membrane distillation. To minimize matrix effects on RI, calibration curves were generated at 20.0 °C and verified using matrix-matched standards (ethanol in beer and ethanol in NaCl).
| Ethanol concentration (% v/v) | Ethanol (mL) | DI water (mL) | Refractive index (20 °C) |
|---|---|---|---|
| 0 | - | 10 | 1.3335 |
| 1 | 0.1 | 9.9 | 1.3347 |
| 2 | 0.2 | 9.8 | 1.3352 |
| 3 | 0.3 | 9.7 | 1.3356 |
| 4 | 0.4 | 9.6 | 1.3359 |
| 5 | 0.5 | 9.5 | 1.3363 |
| 6 | 0.6 | 9.4 | 1.3367 |
| 7 | 0.7 | 9.3 | 1.337 |
| 8 | 0.8 | 9.2 | 1.3375 |
| 9 | 0.9 | 9.1 | 1.3379 |
| 10 | 1 | 9 | 1.3386 |
Table 1: Refractive indices of various ethanol concentrations.
Effect of Feed Concentration
Preliminary osmotic distillation experiments were conducted using model ethanol-water solutions to examine the influence of feed ethanol concentration on ethanol transfer behavior before experiments with commercial beers. Based on the typical alcohol content of beer, feed solutions containing 5% and 8% (v/v) ethanol were selected for these preliminary studies. Sodium chloride solutions at 2 M and 3 M were used as draw solutions to generate a vapor pressure gradient across the membrane. Experimental Trials with Ethanol: Osmotic distillation experiments using model ethanol-water solutions were performed under the operating conditions summarized in Table 2. Feed solutions containing 5% and 8% (v/v) ethanol were circulated on the feed side of the membrane, while NaCl draw solutions at concentrations of 2 M and 3 M were circulated on the opposite side. The feed and draw flow rates were maintained at predetermined rotational speeds to ensure stable hydrodynamic conditions. Each experiment was conducted in batch circulation mode for up to 24 h. Ethanol concentrations in both the feed and draw solutions were determined at the beginning and at the end of each experiment using refractive index measurements.
| Feed | Concentration of ethanol | Flowrate (ml/min) | Draw | Concentration | Flowrate (ml/min) |
|---|---|---|---|---|---|
| Ethanol | 5% | 200 | NaCl | 2M | 150 |
| Ethanol | 5% | 200 | NaCl | 3M | 150 |
| Ethanol | 8% | 200 | NaCl | 3M | 150 |
Table 2: Experimental trials with Ethanol.
Experimental Trials with Beer: Following the model solution studies, osmotic distillation experiments were carried out using commercial beer samples, including Budweiser, Kingfisher Strong, and Kingfisher Lite, to evaluate the applicability of the process to complex beverage matrices. The initial ethanol content of the beers ranged from approximately 4 to 8% (v/v). A 3 M NaCl solution was selected as the draw solution based on the results of the preliminary trials with the model solution.
The experimental conditions for the beer dealcoholization studies are summarized in Table 3. Each beer sample was circulated through the feed chamber at the specified flow rate, while the draw solution was circulated on the opposite side of the membrane. All experiments were conducted under identical ambient conditions and operated in batch mode for 24 h. Changes in ethanol concentration in both the feed and draw solutions were monitored using refractive index measurements.
| Feed Solution | Draw Solution | ||||
|---|---|---|---|---|---|
| Feed (Commercial brand names of beers in India) | Concentration of ethanol | Flowrate (ml/ min) | Draw Solution | Concentration | Flowrate (ml/ min) |
| Budweiser | 4-5% | 200 | 150 | ||
| Budweiser | 4-5% | 200 | NaCl | 3M | 150 |
| KF Strong | 6-8% | 200 | 150 | ||
| KF Lite | 5-6% | 200 | 150 |
Table 3: Experimental Trials with Beer.
Membrane Characterization
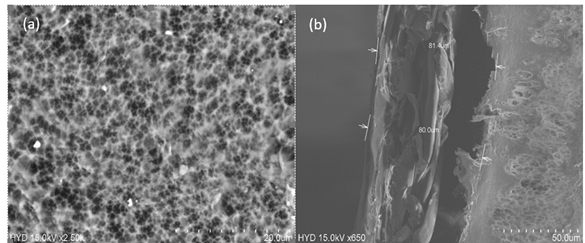
Scanning Electron Microscopy: The surface and cross- sectional morphologies of the fabricated PVDF membranes were examined using a scanning electron microscope (JSM 5410, JEOL, Tokyo, Japan). Prior to analysis, membrane samples were fractured in liquid nitrogen to obtain clean cross-sections and subsequently sputter-coated with a thin layer of gold to enhance surface conductivity.
SEM images were acquired at different magnifications to evaluate membrane surface characteristics, pore distribution, and cross-sectional structure. The cross- sectional images were used to assess membrane thickness and overall morphological integrity, while surface images provided information on pore uniformity and the absence of visible defects.
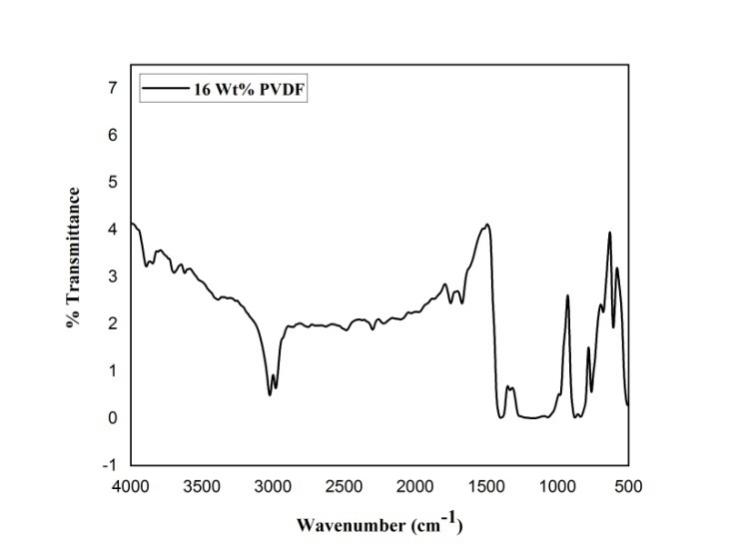
Fourier Transform Infrared Spectroscopy (FTIR): FTIR spectroscopy was employed to identify the chemical structure, and functional groups present in the fabricated PVDF membranes. The spectral acquisition procedure was adopted from previously reported protocols for polymeric membrane characterization [16]. FTIR spectra were recorded using a Nicolet 740 FTIR spectrometer (Perkin- Elmer-283B, Boston, MA) operating in transmission mode. Membrane samples were analyzed over a wavenumber range of 4500-400 cm-1 with an appropriate spectral resolution. The obtained spectra were used to confirm the presence of characteristic absorption bands of PVDF, thereby verifying the chemical integrity of the fabricated membranes before use in osmotic distillation experiments.
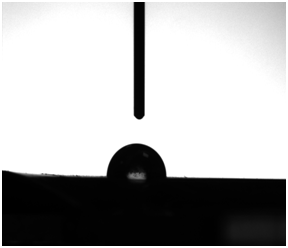
Contact Angle: The surface hydrophobicity of the fabricated PVDF membranes was evaluated by static water contact angle measurements using the sessile drop method [17]. Measurements were performed using a contact angle goniometer (IL4201, Krüss GmbH, Germany) at ambient temperature.
A droplet of deionized water (3 µL) was carefully deposited onto the membrane surface using a microsyringe, and the contact angle at the solid-liquid-vapor interface was recorded. For each membrane sample, measurements were conducted at multiple locations to account for surface heterogeneity, and the reported contact angle values represent the average of at least five independent measurements.
Analytical Studies
Refractive Index: Ethanol concentrations in the feed and draw solutions during osmotic distillation experiments were determined using refractive index (RI) measurements. A digital refractometer (Abbemat 20, Anton Paar, Hyderabad, India) was employed to measure the refractive index of all samples. Before analysis, the instrument was calibrated using deionized water in accordance with the manufacturer’s instructions. RI measurements were conducted at a controlled temperature of 20.0°C to minimize temperature-dependent variability. Ethanol concentrations were calculated using the standard ethanol calibration curve described in Section 3.4. Each sample was measured in triplicate, and the average value was reported. This method enabled rapid, reliable monitoring of ethanol transfer between the feed and draw solutions during osmotic distillation experiments.
Results and Discussions
PVDF Membrane Morphology and Surface Properties
Surface and Cross-Sectional Morphology by Scanning Electron Microscopy (SEM): The surface and cross-sectional morphologies of the fabricated PVDF membrane were examined using SEM to assess pore structure, uniformity, and overall membrane integrity [18]. Representative SEM images of the membrane surface and cross-section are shown in Figure 5(a) and Figure 5(b), respectively. As shown in Figure 5(a), the membrane surface exhibits a uniform, well-distributed porous morphology with no visible macro- defects, such as cracks or pinholes. The homogeneous pore distribution indicates effective phase inversion under the selected fabrication conditions, which is critical for achieving stable vapor-phase mass transfer during osmotic distillation. The cross-sectional SEM image Figure 5(b) reveals an asymmetric membrane structure with a clearly defined porous layer supported on a nonwoven backing. The average membrane thickness was measured to be 80.9 ± 0.7 µm (n = 5), demonstrating good reproducibility of the casting process. The absence of pore collapse or structural discontinuities across the membrane cross-section suggests adequate mechanical stability for operation at ambient pressure. Overall, the SEM analysis confirms that the fabricated PVDF membrane possesses a uniform porous morphology and structural integrity suitable for osmotic distillation applications, where consistent pore structure and resistance to wetting are essential for reliable ethanol vapor transport.
Chemical Structure Analysis by Fourier Transform Infrared Spectroscopy (FTIR): FTIR spectroscopy was employed to confirm the chemical composition and structural integrity of the fabricated PVDF membrane. The FTIR spectrum of the membrane is presented in Figure 6. The spectrum shows characteristic absorption bands of PVDF. The prominent peak observed at approximately 1411.6 cm-1 corresponds to the stretching vibrations of the C-F bond, while the band at 1068.4 cm-1 is attributed to the C-H stretching vibrations associated with the polymer backbone. The absorption peak at 796.5 cm-1 is characteristic of the crystalline phase of PVDF, whereas the peak at 881.7 cm-1 corresponds to the amorphous phase. The presence of both crystalline and amorphous phase-related bands indicates a semi-crystalline membrane structure, which is typical for PVDF membranes prepared via phase inversion. No additional peaks associated with residual solvent or impurities were detected, suggesting effective solvent removal during the post-treatment process. Overall, the FTIR results confirm the successful formation of a chemically stable PVDF membrane suitable for osmotic distillation applications.
Surface Hydrophobicity Estimation by Contact Angle: The surface hydrophobicity of the fabricated PVDF membrane was evaluated through static water contact angle measurements, and the results are presented in Figure 7. The membrane exhibited an average contact angle of 92.3 ± 1.8° (n = 5), confirming its hydrophobic character. The observed contact angle is consistent with the intrinsic properties of PVDF, which contains non-polar C-F bonds that impart resistance to water wetting. Although the measured value is moderate compared to highly fluorinated membranes, it is sufficient to prevent liquid entry into the membrane pores under the zero-transmembrane-pressure conditions employed in osmotic distillation. No evidence of membrane wetting or liquid breakthrough was observed during the 24 h operation, indicating stable hydrophobic performance. The relatively uniform contact angle values obtained at different locations on the membrane surface further suggest membrane surface homogeneity, which is important for maintaining consistent vapor-phase transport across the membrane during osmotic distillation. Overall, the contact angle results confirm the suitability of the fabricated PVDF membrane for application in osmotic distillation-based dealcoholization processes.
Ethanol Transfer Performance
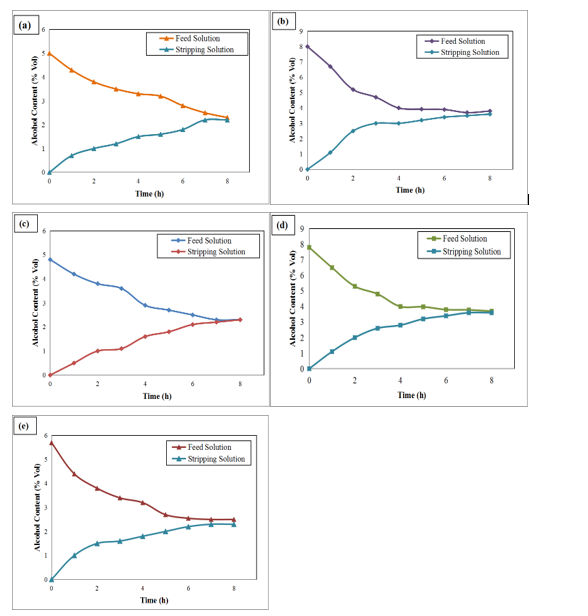
The ethanol transfer behavior for both model ethanol- water solutions and commercial beers is presented in Figure 8(a-e). In all experiments, the ethanol concentration in the feed solution gradually declined throughout operation, while the draw solution ethanol concentration increased correspondingly. This reciprocal change confirms that ethanol was transferred across the hydrophobic membrane in vapor form, driven by the vapor pressure gradient created by the concentrated NaCl draw solution. The absence of liquid breakthrough during the trials further indicates that the membrane retained its hydrophobicity and structural integrity throughout the experiments.
For the trial involving a 5 % ethanol-water feed with a 3 M NaCl draw solution Figure 8a, the ethanol content in the feed decreased from 5.0 % to approximately 2.5 %, corresponding to a removal efficiency of around 50 %. When the feed contained 8 % ethanol Figure 8b, the concentration dropped from 8.0 % to 3.6 %, resulting in a removal efficiency of about 55 %. The slightly higher removal in the 8 % feed is consistent with OD theory, which predicts that higher initial ethanol concentrations produce a larger vapor pressure difference, thereby increasing the driving force for mass transfer.
A similar trend was observed when processing commercial beers, although the removal rates were slightly influenced by beverage composition. In the case of Budweiser (Figure 8c), the ethanol concentration decreased from 4.8% to 2.3%, resulting in an approximate 52% removal efficiency. For K.F Strong (Figure 8d), the ethanol content dropped from 7.8 % to 3.7 %, with an efficiency of about 53 %. K.F Lite (Figure 8e) showed a reduction from 5.7% to 2.4%, corresponding to an efficiency of roughly 58%. These values are comparable to those obtained for model ethanol-water solutions, suggesting that the OD process can effectively handle complex beverage matrices. Nevertheless, the presence of dissolved CO2, proteins, polyphenols, and other non-volatile solutes in beer may slightly reduce the effective vapor pressure of ethanol, thus marginally lowering the mass transfer rate compared to pure ethanol-water systems.
The results also show that as the process progressed, the ethanol concentrations in both the feed and draw solutions tended to converge, indicating that equilibrium conditions were being approached. This behavior is characteristic of OD systems operating in batch mode without continuous replenishment of the draw solution concentration. Under such circumstances, the driving force gradually diminishes as ethanol accumulates in the draw phase. In industrial applications, it would be necessary to maintain the draw solution concentration, for example, through recirculation and regeneration, to sustain higher removal rates over extended operation.
An important observation from the study is that the 3 M NaCl draw solution provided a strong and stable vapor pressure gradient, sufficient to achieve significant ethanol transfer without inducing membrane wetting. While increasing the draw solution concentration beyond this value might further enhance flux, it could also increase the risk of salt passage, depending on membrane pore characteristics.
Overall, the findings confirm that OD is a viable approach for partial dealcoholization of both beer and ethanol-water mixtures. Operating at ambient temperature minimizes the loss of volatile aroma compounds, helping preserve product quality while ensuring consistent ethanol removal across beverages with varying compositions.
The ethanol transfer behavior during osmotic distillation was investigated using both model ethanol-water solutions and commercial beer samples, and the results are presented in Figure 8(a-e). In all experiments, a progressive decrease in ethanol concentration in the feed solution was observed, accompanied by a corresponding increase in the draw solution, confirming the successful vapor-phase transport of ethanol across the hydrophobic PVDF membrane.
Model Ethanol-Water Solutions: For the feed solution containing 5% (v/v) ethanol and a 3 M NaCl draw solution (Figure 8a), the ethanol concentration in the feed decreased from 5.0% to approximately 2.5% over 24 h, corresponding to an ethanol removal efficiency of about 50%. When the initial ethanol concentration was increased to 8% (v/v) (Figure 8b), the feed ethanol concentration declined from 8.0% to 3.6%, yielding a removal efficiency of approximately 55%.
The enhanced ethanol removal observed at higher initial feed concentration can be attributed to the increased vapor pressure gradient across the membrane. According to osmotic distillation theory, a higher ethanol activity in the feed solution increases the driving force for vapor- phase transport, thereby enhancing ethanol flux through the membrane pores. These results are consistent with previously reported OD studies employing ethanol-water systems.
Commercial Beer Samples: A similar ethanol transfer trend was observed for commercial beer samples, although minor variations were noted due to beverage composition. For Budweiser beer (Figure 8c), the ethanol concentration decreased from 4.8% to 2.3%, corresponding to an ethanol removal efficiency of approximately 52%. In the case of Kingfisher Strong beer (Figure 8d), the ethanol content declined from 7.8% to 3.7%, yielding a removal efficiency of about 53%. Kingfisher Lite beer Figure 8e exhibited a reduction in ethanol concentration from 5.7% to 2.4%, corresponding to the highest observed removal efficiency of approximately 58%.
The comparable ethanol removal efficiencies observed in both model solutions and beer samples indicate that the osmotic distillation process can effectively handle complex beverage matrices. The presence of dissolved carbon dioxide, proteins, polyphenols, and other non-volatile solutes in beer may slightly reduce ethanol activity and vapor pressure; however, these effects did not significantly impede ethanol transfer under the selected operating conditions.
Effect of Process Duration and Driving Force: In all experiments, the ethanol concentrations in the feed and draw solutions gradually approached equilibrium values as the process progressed. This behavior is characteristic of batch-operated osmotic distillation systems, in which the accumulation of ethanol in the draw solution reduces the vapor pressure gradient over time, thereby diminishing the driving force for mass transfer. The use of a 3 M NaCl draw solution provided a sufficiently strong and stable vapor pressure gradient to achieve substantial ethanol removal without inducing membrane wetting. While higher draw solution concentrations could potentially enhance ethanol flux, they may also increase the risk of pore wetting or salt carryover, depending on membrane characteristics. Therefore, optimizing the draw solution concentration is an important consideration for long-term, continuous operation. Overall, the results demonstrate that osmotic distillation enables consistent and effective partial dealcoholization of both ethanol-water mixtures and commercial beers under ambient conditions. The non-thermal nature of the process minimizes potential losses of volatile aroma compounds and supports the preservation of beverage quality, highlighting osmotic distillation as a promising approach for the production of low- and reduced-alcohol beer.
Discussion
Mechanistic Interpretation of Ethanol Transfer in Osmotic Distillation of Beer
The structural and surface properties of the hydrophobic PVDF membrane strongly govern the performance of the osmotic distillation system. SEM analysis confirmed a highly porous, homogeneous surface supported by a mechanically robust substructure, with an average thickness of about 81 µm. Combined with a static water contact angle of 92.3 ± 1.8°, these characteristics indicate that the membrane operates in a non-wetted regime under the zero transmembrane pressure conditions employed. The absence of visible liquid breakthrough over 24 h, even in the presence of carbonated beer, further supports the conclusion that mass transfer occurred predominantly via vapor transport through gas- filled pores rather than by capillary intrusion of the liquid phase.
Within this framework, the observed ethanol removal trends can be rationalized in terms of the vapor pressure gradient between feed and draw solutions. For model ethanol-water mixtures, increasing the initial ethanol content from 5 to 8 % (v/v) resulted in a modest but consistent increase in ethanol removal efficiency from ~50 to ~55 %. The higher initial ethanol activity at 8 % elevates the partial vapor pressure of ethanol at the feed-membrane interface, thereby enhancing the driving force for vapor- phase transport through the membrane. This is consistent with classical OD theory, where the transmembrane mass transfer rate scales with the difference in vapor pressure (or, equivalently, activity) of the transferring component across the membrane.
The ethanol removal efficiencies obtained for commercial beers (~52 % for Budweiser, ~53 % for Kingfisher Strong, and ~58 % for Kingfisher Lite) closely follow the trends observed for the corresponding model solutions, despite the additional complexity of the beer matrix. Beer contains dissolved CO2, proteins, polysaccharides, polyphenols, and numerous low molecular weight volatiles, all of which can influence solution non-ideality and, consequently, ethanol activity.
These non-volatile solutes are expected to slightly depress the ethanol vapor pressure relative to a simple ethanol-water mixture of the same nominal strength. Nevertheless, the similar removal efficiencies obtained for model and real matrices indicate that such matrix effects were not severe under the present operating conditions. This suggests that, for moderate ethanol reductions, OD can be applied to a range of beer styles without extensive case- by-case process re-optimization.
Comparison with previously reported OD and other dealcoholization processes
When benchmarked against the existing literature on osmotic distillation of alcoholic beverages, the present results fall within the upper range of reported ethanol removal for single-stage OD operated at ambient temperature. Previous studies on wines and beers have generally reported ethanol reductions of approximately 30-60 % per OD pass, depending on membrane type, module design, and draw solution strength [12–15]. In this context, the ~50-58 % removal achieved here using a flat-sheet PVDF membrane and a 3 M NaCl draw solution is competitive, especially considering the simplicity of the module and the absence of any thermal or vacuum assistance.
A key distinction of the present work relative to most OD studies is the use of an in-house-fabricated flat-sheet PVDF membrane integrated into a low-cost acrylic cell, rather than commercial complex modules. The flat-sheet configuration provides a well-defined membrane area, straightforward visualization, and easy replacement of test membranes, making it particularly attractive for laboratory- and pilot- scale development. Demonstrating stable performance with this geometry expands the toolbox available for OD process development beyond hollow fiber formats, which, although high in surface area density, are less flexible for rapid membrane screening or cleaning.
Moreover, the entire process was conducted at ambient temperature and atmospheric pressure, which contrasts with many conventional dealcoholization technologies. Thermal processes such as vacuum distillation or spinning cone columns operate at reduced pressure but still expose the beverage to elevated temperatures that may alter aroma and phenolic profiles [2, 8]. Membrane pressure-driven operations such as RO and NF can achieve higher levels of dealcoholization but often at the cost of substantial water and solute removal, necessitating product blending and potentially leading to sensory deviations [2, 3, 11]. By comparison, OD combines low- temperature operation with selective vapor-phase transfer, providing a gentler treatment of the beverage matrix.
The degree of ethanol reduction attained here positions the treated products squarely in the reduced-alcohol beer category, rather than as fully non-alcoholic beers. From a technological standpoint, this is not a limitation but rather a deliberate operating point: OD is exploited to reach moderate ethanol reductions while minimizing the risk of quality loss. Achieving very low or near-zero alcohol levels would require either multistage OD or hybridization with complementary processes, such as pervaporation or RO [10, 13, 19], but such intensification must be weighed against the added complexity and cost.
Process limitations and scale-up considerations
Despite its promising performance, the current OD configuration exhibits several limitations that must be addressed before industrial deployment. First, the overall ethanol flux is modest: a treatment time of 24 h was required to achieve ~50-58 % ethanol removal in both model solutions and commercial beers.
This is primarily due to the relatively small driving force and membrane area available in the laboratory setup. In a batch OD system, the vapor-pressure gradient across the membrane continuously decreases as ethanol accumulates in the draw solution and is depleted from the feed. The approach to quasi-equilibrium evident in the concentration profiles (Figure 8) is characteristic of such operation and inherently limits the achievable throughput.
Second, the present study used a single draw solution concentration (3 M NaCl) and operated at room temperature, without systematic variation in hydrodynamic conditions. While 3 M NaCl provided a robust driving force without inducing wetting, higher fluxes could likely be obtained by carefully optimizing draw concentration, feed and draw flow rates, and operating temperature. Any increase in these parameters, however, must be balanced against the risk of pore wetting, higher energy consumption for pumping and draw regeneration, and potential impacts on beer quality.
From a scale-up perspective, several strategies can be envisaged. Increasing the membrane area, for example, by stacking multiple flat-sheet cells or transitioning to spiral- wound or hollow fiber configurations using similarly tailored PVDF membranes, would proportionally increase throughput. Improving module hydrodynamics, through spacer design or channel geometry, could reduce concentration polarization and enhance mass transfer coefficients. Furthermore, operating in a continuous or semi-continuous mode with draw-solution regeneration (e.g., by pervaporation, RO, or distillation) would maintain a higher, more constant driving force than is possible in batch mode. Such arrangements are already being explored in hybrid OD-PV or OD-RO schemes for wine and beer [13, 14, 15, 19] and represent a logical next step for the present system.
Practical integration into brewery operations will also require attention to cleaning-in-place strategies, chemical compatibility, and long-term membrane stability. Beer contains proteins, polysaccharides, and hop-derived resins that may adsorb to the membrane surface or within pores over repeated cycles. Although no fouling related performance decline was observed during the relatively short experiments conducted here, systematic fouling and cleaning studies will be essential to define suitable operating windows and cleaning protocols.
Implications for Beer Quality and Non-Thermal Processing
Although direct sensory analysis was beyond the scope of this work, the non-thermal nature of OD, together with previous reports on OD treated beverages, provides useful insight into expected quality outcomes. Literature on OD of wine and beer consistently indicates superior retention of volatile aroma compounds, color, and phenolic constituents compared with thermal dealcoholization methods [12, 13, 14]. Because the current process operates at ambient temperature and shows no evidence of membrane wetting, similar quality preservation can reasonably be anticipated. Maintaining a dry, hydrophobic pore structure is particularly important, as pore wetting would not only compromise ethanol selectivity but also allow the direct transfer of salts and other non-volatile components into the beer, leading to undesirable taste and mouthfeel changes.
The level of ethanol reduction achieved in this study yields products with approximately half their original alcohol content, addressing consumer demand for lower-alcohol options that still resemble conventional beer in flavor and body. In contrast, technologies designed to produce fully alcohol-free beer often require more severe processing, with a higher probability of altering sensory attributes. Thus, OD, as implemented here, occupies a distinct niche: it is best suited for moderate dealcoholization where flavor preservation is prioritized over-achieving the lowest possible ethanol content.
In summary, the present findings reinforce osmotic distillation as a promising non-thermal technology for partial beer dealcoholization. The combination of an in- house hydrophobic PVDF membrane, a simple flat-sheet acrylic module, and ambient-temperature operation delivered consistent ethanol removal across both model and real beer matrices, while preserving the essential conditions for high product quality. Future development should focus on enhancing flux and process efficiency, integrating draw- solution regeneration, and ensuring quality preservation through comprehensive analytical and sensory evaluation.
Future Research Directions
The present work demonstrates that an in-house flat- sheet PVDF membrane can achieve reproducible partial dealcoholization of model ethanol-water solutions and commercial beers under ambient conditions. Building on this foundation, future studies should focus first on membrane and module optimization. PVDF and other fluorinated polymers with tailored pore size distributions, higher intrinsic contact angles, and thinner selective layers could be engineered to enhance ethanol flux while preserving resistance to pore wetting. Surface modification strategies or composite structures that improve hydrophobicity and mitigate organic fouling from beer constituents (proteins, polysaccharides, hop resins) warrant systematic investigation. In parallel, refinement of the flat-sheet cell design by adjusting channel height, using spacers, or incorporating turbulence promoters could reduce concentration polarization and improve mass transfer coefficients without compromising the gentle nature of the process.
A second priority is process intensification and optimization of operating modes. The present study employed a single draw solution concentration and ambient temperature in batch circulation. Future work should map the influence of feed and draw temperature, flow velocity, and draw concentration on both flux and selectivity to identify optimal operating windows for different beer styles. Transitioning from batch to continuous or semi- continuous OD, coupled with draw-solution regeneration via pervaporation, reverse osmosis, or distillation, would maintain a higher, more stable driving force and is essential for industrial implementation. The integration of OD into existing brewery process trains, potentially as part of hybrid schemes such as OD-PV or OD-RO, should be evaluated with respect to process layout, footprint, cleaning-in-place procedures, and opportunities for ethanol recovery and reuse. Finally, to fully position osmotic distillation as a viable technology for reduced-alcohol beer, product quality and techno-economic performance must be characterized in greater depth.
Comprehensive volatile profiling, foam stability measurements, color analysis, antioxidant capacity, and controlled sensory panels are needed to confirm that the organoleptic properties of OD treated beers remain close to those of their parent products. In parallel, rigorous techno- economic and energy assessments comparing OD with conventional thermal dealcoholization and other membrane processes will clarify the conditions under which OD provides a clear sustainability and cost advantage. Addressing these aspects will be essential to translate the laboratory-scale OD configuration demonstrated here into an industrially viable technology for the production of low- and reduced-alcohol beers.
Conclusion
This study demonstrated the feasibility of osmotic distillation as an effective non-thermal approach for the partial dealcoholization of both model ethanol-water solutions and commercial beers with varying alcohol content. An in- house-fabricated hydrophobic flat-sheet PVDF membrane, integrated into a low-cost acrylic membrane cell, achieved ethanol removal efficiencies of approximately 50-58% with a 3 M NaCl draw solution under ambient operating conditions. Comparable ethanol-reduction trends were observed in model solutions and commercial beer samples, indicating that the osmotic distillation process can handle complex beverage matrices without significant performance deterioration. The observed ethanol transfer behavior was governed by the vapor pressure gradient across the hydrophobic membrane, with higher initial ethanol concentrations providing enhanced driving force for mass transfer. Batch operations led to an approach toward equilibrium over time, highlighting the importance of draw-solution management for sustained operation. Operation at ambient temperature and atmospheric pressure offers distinct advantages in terms of energy efficiency and preservation of beverage quality by minimizing thermal degradation of volatile components. The simple flat-sheet membrane configuration and cost-effective module design employed in this study further support the practical applicability of osmotic distillation for laboratory and pilot-scale beer dealcoholization. Future work will focus on improving ethanol flux through the membrane, optimizing the process, implementing continuous draw-solution regeneration strategies, and conducting comprehensive sensory evaluations to further assess the industrial feasibility of osmotic distillation for low- and reduced-alcohol beer production.
Acknowledgment
The authors sincerely acknowledge the CSIR–Indian Institute of Chemical Technology, Hyderabad, for providing the necessary research facilities. They also express their gratitude to the Academy of Scientific and Innovative Research for their academic support.
Author Contributions
Supervision, conceptualization, review, and editing were carried out by Dr. S. Sridhar. Writing of the original draft, formal analysis, methodology, and review and editing were performed by Dr. Arundhathi Bhoga. Methodology development and editing were contributed by Manideep Pabba. Formal analysis and editing were undertaken by Dr. Madhumala Madhupati. Review and editing were carried out by Dr. Nivedita Sahu.
Conflict of Interest
The corresponding author confirms that all co-authors have reviewed and approved the final version of the manuscript prior to submission. The authors also declare that there are no financial or personal conflicts of interest that could have affected the outcomes reported in this study.
References
-
Kumar Y, Ricci A, Parpinello GP, Versari A (2024) Dealcoholized Wine: A Scoping Review of Volatile and Non-Volatile Profiles, Consumer Perception, and Health Benefits. Food Bioprocess Technol, pp: 1-21.
-
Sam FE, Ma TZ, Salifu R, Wang J, Jiang YM, et al. (2021) Techniques for Dealcoholization of Wines: Their Impact on Wine Phenolic Composition, Volatile Composition, and Sensory Characteristics. Foods 10: 2498.
-
Mangindaan D, Khoiruddin K, Wenten IG (2018) Beverage dealcoholization processes: Past, present, and future. Trends Food Sci Technol 71: 36-45.
-
Vani B, Kalyani S, Pabba M, Sridhar S (2021) Forward osmosis aided concentration of lycopene carotenoid from watermelon juice. J Chem Technol Biotechnol 96: 1960-1973.
-
Arundhathi B, Pabba M, Raj SS, Sahu N, Sridhar S (2024) Advancements in Mixed-Matrix Membranes for Various Separation Applications: State of the Art and Future Prospects. Membr 14: 224.
-
Bóna A, Varga A, Galambos I, Nemestóthy N (2023) Dealcoholization of Unfiltered and Filtered Lager Beer by Hollow Fiber Polyelectrolyte Multilayer Nanofiltration Membranes—The Effect of Ion Rejection. Membr 13: 283.
-
Gauffin S (2019) Apparatus and method for alcoholic beverage dealcoholization. Canadian Patent.
-
Liguori L, Albanese D, Crescitelli A, Di Matteo M, Russo P (2019) Impact of dealcoholization on quality properties in white wine at various alcohol content levels. J Food Sci Technol 56: 3707-3720.
-
Huang J, Ren Y, Wang X, Li H, Wang Y, et al. (2022) Dealcoholization of kiwi wine by forward osmosis: Evaluation of membrane fouling propensity and product quality. Chem Eng Res Des 178: 189-198.
-
Calvo JI (2022) Comparison of Nanooltration+Pervaporation, Pervaporation and Dialysis Processes for Partial Dealcoholization of White Wines.
-
Müller M, Bellut K, Tippmann J, Becker T (2017) Physical Methods for Dealcoholization of Beverage Matrices and their Impact on Quality Attributes. ChemBioEng Rev 4: 310-326.
-
De Francesco G, Marconi O, Sileoni V, Freeman G, Lee EG, et al. (2021) Influence of the dealcoholisation by osmotic distillation on the sensory properties of different beer types. J Food SciTechnol 58: 1488-1498.
-
Esteras-Saz J, Maach A, de la Iglesia O, Fumanal AJ, Kumakiri I, et al. (2024) Sustainable Low-Alcohol Beer Production by Combination of Membrane Osmotic Distillation and Pervaporation. Macromol. Mater Eng 2400079.
-
Esteras-Saz J, de la Iglesia O, Kumakiri I, Peña C, Escudero A, et al. (2023) Supplementary information. Pervaporation of the low ethanol content extracting stream generated from the dealcoholization of red wine by membrane osmotic distillation. J Ind Eng Chem 122: 231-240.
-
Esteras-Saz J, de la Iglesia O, Marechal W, Lorain O, Peña C, et al. (2024) PVDF hydrophobic hollow fiber membrane modules for partial dealcoholization of red wine by osmotic distillation as a strategy to minimize the loss of aromas, Food Bioprod. Process 143:191-201.
-
Arundhathi B, Pabba M, Sahu N, Kalyani S, Sridhar S (2025) Copper nanoparticles incorporated membranes for comprehensive treatment of surface water: synthesis and characterization, Iran. Polym J 349(34): 1345-1361.
-
Fothedar DV, Hou J, Balu R, Vongsvivut J, Arundathi B, et al. (2026) Electrospun mixed matrix nanofiber membranes for sustainable dye removal from textile wastewater. Chem Eng J 14: 174239.
-
Pabba M, Rangaraj VM, AlShehhi FA, Mettu S, Banat F, et al. (2025) Silver-doped sepiolite intercalated graphene hybrid incorporated polyether sulfone composite membranes for enhanced water flux and biofouling resistance, Chemosphere 392: 144722.
-
Russo P, Liguori L, Corona O, Albanese Di Matteo DM (2019) Combined membrane process for dealcoholization of wines. Osmotic distillation and reverse osmosis. Chem Eng Trans 75: 7-12.
- The Role of Podocyte Apoptosis and the Involvement of SIRT1 in Diabetic Nephropathy
- Biopolymer-Based Edible Packaging- Biomaterials, Methods, and Applications in Food Industry: An Updated Review
- Influence of Bioprocessing Methods on 'China Rice' (Gawal R1), and Soyabean Supplementation on the Quality of Complementary Food
- Cassava (Manihot esculenta) Varietal Growth, Yield and Cyanide Content Performance in Three Sites in the South- Eastern Semi Arid Regions of Kenya
- Food Waste Treatment, Recycling, Management and Production of Value-Products-An Update on Methodologies and Current Trends
- Frankincense (Boswellia sacra) of Oman: Chemical Composition, Uses, and Sustainable Management for Food, Pharmaceutical, and Industrial Applications