Influence of Glycolyzed Polyurethane on Emulsions Containing Vegetable Oils for Metal Cutting Fluid Application: Effect of Hydrophilic Chain
In order to produce environmentally friendly and efficient metal working fluids and also to reduce the impact of waste polyurethane polymer in the environment, polyurethane polymers were recycled in novel process. Waste polyurethane foam was glycolyzed using polyethylene glycol 400-600-1500-4000-6000 to give the glycolyzed products (GPU). GPU was esterified by oleic acid to obtain GPUO. The prepared additive was used as emulsifier in the formulation for metal working fluid application in presence of castor oil as environmentally friendly oil. The results showed good stability of the prepared water-vegetable oils emulsions. The pH, specific gravity, kinematic viscosity at 40 oC, 100 oC, surface tension, and anticorrosion tests of the prepared formulation showed acceptable results comparing with the published data for several working fluids formulations.
Introduction
Environmentally Friendly Nonionic Surfactant
Nonionic surfactants are known superior to ionic surfactants because nonionic surfactants are typically more hydrophobic than ionic surfactants, and tend to produce stable emulsions, less foam, and they are less toxic than most ionic surfactants. They are also less sensitive to precipitation in the presence of high electrolyte concentrations or in the presence of multivalent cations [1].
Recycling of Polymer
Flexible polyurethane foams (PU) are one of the most widely used cushion materials in the automobile, furniture sector and textile industry. Polyurethane foams waste is one of the residues of the manufacturing processes, the disposal of which is becoming a severe environmental problem. Demand from businesses and consumers for recyclable products are high. In the last years, polyurethane foams have been developed strongly and they are one of the most versatile polymers. The majority of the polyurethane waste is incinerated. Due to this fact, PU recycling is nowadays an urgent task to obtain high quality polyols reducing postconsumer PU waste. Like other plastics, many polyurethane products can be recycled in various ways to remove them from the waste stream and to recapture the value inherent in the material. Chemical (or tertiary) recycling, involves the use of polymer waste as a feedstock for any of the chemolytic (mainly glycolysis), hydrocracking or pyrolytic processes used to break down polymeric waste into simpler substances to produce virgin materials or to obtain products with a high value. In the case of glycolysis of polyurethane, the urethane bonds are broken down releasing the polyol of the polymer chain using glycols as solvents [2, 3]. Many researchers have dedicated considerable effort to find alternative methods for recovering and disposing of PU scraps [4]. Among various methods, chemical recycling which lead to polyol recovery including hydrolysis, aminolysis, glycolysis and hydroglycolysis, is more interesting [5, 6, 7, 8, 9, 10, 11, 12]. The glycolysis process has been accomplished by treatment of PU with mono-, di- and tri ethanolamine, ethylene glycol (EG), diethylene glycol (DEG), as well as 1,4-butanediol [13, 14, 15, 16, 17, 18]. Today numerous applications in material processing techniques have been introduced which have resulted in shorter reaction times and greater convenience. The primary function of the cutting fluids in metal machining operations is to serve as a coolant as well as a lubricant. It is generally agreed that the application of cutting fluids can improve the tool life and results in good surface finish by reducing thermal distortion and flushing away of machined chips. The goal in all conventional metal- removal operations is to raise productivity and reduce costs by machining at the highest practical speed along with long tool life, fewest rejects, and minimum downtime, and with the production of surfaces of satisfactory accuracy and finish [19]. Selecting the right cutting fluid is including three considerations: environmental additives, efficient oil, suitable processing tools, machine tools, tooling, speed and feed. These considerations are always affecting the output parameters. In addition, the ability of the cutting fluid to penetrate into the cutting zone is a critical issue; otherwise, the function of cutting fluid becomes useless [20]. In this work, flexible polyurethane waste was chemically treated to obtain additive useful in formulation of metal cutting fluids from vegetable oils. The properties of the formulated cutting fluids were determined according to standard methods and compared to the published formulations.
Experiment
Chemicals
Poly ethylene glycol (MWt 400,600,1500,4000,6000 g/mole), oleic acid were analytical grade and supplied from Sigma Aldrich, Germany. Polyurethane (PU) was a collection of waste products [21].
Instrumentation
FTIR Spectroscopic measurements were performed using ATITM Mattson Infinity series, Bench top 961 controlled by Win FirstTM V2.01 software. Kinematic viscosity measurements were performed using Analis p- 121 viscosity bath, Belgium. pH measurements were performed using InoLab, pH 720 WTW model, Germany. Copper strips were standard copper samples according to ASTM D 665.
Synthesis
Glycolysis of Polyurethane: Polyurethane (PU) (50 g) and polyethylene glycol-400 (100 g) were charged in 500 mL one necked flask and heated. Temperature was raised gradually (5oC per minute) and fixed at 220oC for 3 h. Then, the glycolyzed product was allowed to cool at room temperature and the medium was filtered in a stainless steel mesh with suitable mesh diameter to remove the un- reactants and PU fillers. The obtained glycolyzed PU was designated as GPU. Esterification of GPU: GPU (40 gm) was esterified individually by: (27.9 g) oleic acid in the presence of xylene (100 mL) as a solvent under heating condition (140oC), until the water of reaction obtained (1.8 mL). Then the reaction mixture was cooled and the solvent was removed under vacuum (0.3 atm) at 70oC for 24 h [19]. The obtained esters were designated as GPUO. The chemical structures of the different products were determined using FTIR spectroscopy. Formulation of Cutting Fluids The prepared additives (2 mL) were used as emulsifiers in the formulation of the cutting fluids in the following composition: 90 mL distilled water, 5 mL of natural oil (castor oil), and 1 g of Tween-40 (as co-surfactant). The
mixture was mixed in high speed mixer (5000 rpm) for 15 minutes at 25oC.
Evaluation of Metal Cutting Fluids Additives
Emulsion Stability: It describes the stability of the metal cutting fluids formulations and their ability to be homogeneous during storage, transportation and application [20]. The metal cutting fluid formulations which formulated in the presence of the synthesized additives were placed in graduated cylinders at 25oC and the appearance of oil layer in each cylinder was monitored during 14 days in term of oil layer volume in mL. The emulsion stability (%) was calculated in percent according to the following equation:
Emulsion stability %
= (1 − volume of oil separated total volume of oil in emulsion) × 100
Kinematic viscosity at 40oC and 100oC: It describes the viscosity of the cutting fluid formulation at 40oC which is suitable for metal working at low temperatures of bending and twisting and at 100oC which is suitable for metal working at high temperatures of cutting and welding [22]. The measurements were performed using Ubbelhood suspended level viscometer with a capillary diameter of 0.3 mm for measurements at 40oC, and a capillary diameter of 0.1 mm for measurements at 100oC. Antirust test: The protection of the metal during the processing in the presence of the cutting fluid formulations was tested using copper strip test according to the standard method [23]. A copper strip was immersed in the different formulated metal cutting fluids (300 mL) at 25oC in three replicates for 24 h and the test strip is observed for signs of rusting and the degree of rusting. The rusting degree was considered in a scale from 0 to 10. No rust was 10 degree and completely rusted was 0 degree. Specific gravity: It describes the workability of the cutting fluid formulation during the processing of metal fabrics. The measurements were performed using (specific gravity flask) of 25 mL. An empty flask was weighted accurately, and then it was filled with the metal cutting fluid formulation, and weighted. Test was repeated three times at 25oC, and the average was considered [24]. The difference in the weight was used to calculate the specific gravities of the metal cutting fluids according to the following equation:
Sp. Gr.
= weight of the filled flask −weight of the empty flask volume of the flask Surface tension: It describes the surface spreading of the metal cutting fluids formulations on the metal surface in term of surface tension value. Surface tension data (γ) of the different formulations were measured by Du-Noüy tensiometer (Krüss type K6) (Hamburg, Germany) using platinum ring detachment method. The tensiometer was calibrated by deionized water at 25oC. The surface tension measurements were taken after 10 min. of pouring the solution in the measuring cup to ensure the equilibrium [25]. pH values: It describes the acidity or alkalinity of the metal cutting fluids formulations and their tendency to cause rust or corrosion for the metal surface. The values of pH were reported using a pH meter for the different formulated metal cutting fluids at 25oC after 1 day of formulation. Dynamic light scattering: Is a technique in physics that can be used to determine the size distribution profile of small particles in suspension or polymers in solution [26].
Results and Discussion
Structure
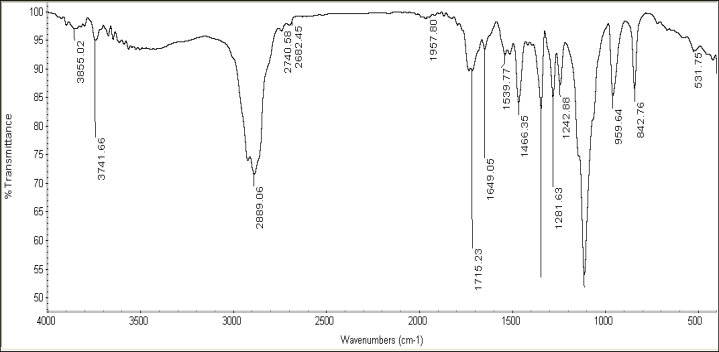
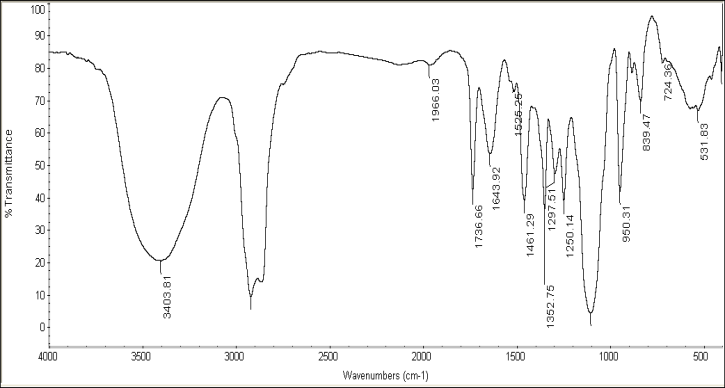
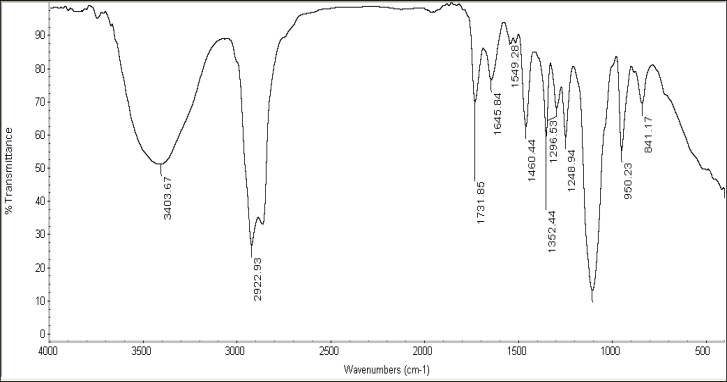
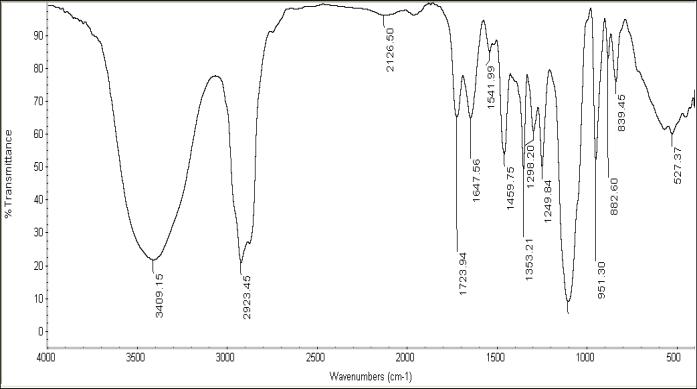
The chemical structure of the glycolyzed polyurethane (GPU) showed the following absorption bands: 3200- 3700 cm-1 centered at 3396 cm-1 corresponds to stretching of O-H group and it is big peak corresponding to OH groups in pigment of polyurethane ; 2870 and 2923 cm-1 correspond to stretching of C-H groups of ethylene glycol repeated units; 1460cm-1 corresponds to C=C of aromatic ring of toluene diisocyanate; 1353 cm-1 corresponds to stretching of C-N group and an absorption band appeared at 1106 cm-1 corresponds to stretching of C-O ether group, Figure 1. A weak absorption band appears at 2100 cm-1 corresponds to the C-N amide group of polyurethane segments. That proves the incorporation of polyethylene glycol in the chemical structure of GPU [27]. (Figure 2) IR spectra of GPUO show the appearance of two new absorption bands at 1734cm-1 and 1647 cm-1 which are corresponding to the carbonyl group (C=O) of the formed esters and unsaturated bonds of the oleic (C=C), respectively.
![Figure 1: A weak absorption band appears at 2100 cm-1 corresponds to the C-N amide group of polyurethane segments. That proves the incorporation of polyethylene glycol in the chemical structure of GPU [27]. (Figure 2) IR spectra of GPUO show the appearance of two new absorption bands at 1734cm-1 and 1647 cm-1 which are corresponding to the carbonyl group (C=O) of the formed esters and unsaturated bonds of the oleic (C=C), respectively.](/fulltextimages/1649/fig_1.png)
(GPUO -400MWt)
(GPUO -600MWt)
(GPUO -1500MWt)
(GPUO -4000MWt)
(GPUO -6000MWt) Figure 2: IR spectra of GPUO (400-600-1500-4000-6000).
Evaluation of the Metal Cutting Fluids Formulations
Rust inhibition properties: The ability to provide corrosion protection is important for a metalworking fluid. The emulsions were evaluated for rust formation on copper [28]. Table 1 represents the results of the antirust test before and after synthesized additive added to the formulation after 1 and 10 days of immersion. The rust is formed on the metal surface during its processing due to its interaction by water and atmospheric oxygen. One role of metal cutting fluid is preventing the rust formation on the metal surface during metal processing [29]. The origin of antirust formation in the presence of the formulated metal cutting fluid is the presence of two effective moieties in the chemical structure of the synthesized additives. The first is the alkyl moieties of oleic, linoleic or fatty acid mixture obtained from oil hydrolysis. Saturated and unsaturated fatty acids were reported as efficient additives for rust prevention in cutting fluids formulations [30]. Unsaturated fatty acids including oleic acid, linoleic, recinoleic and maleic acids were incorporated in cutting fluid formulations as anticorrosion additives and showed excellent anticorrosion test results in presence copper and iron metals [31]. The second is the polyethylene glycol chains in the chemical structure of the synthesized additives, which increases the adsorption of the additives on the metal surface. That protects the metal surface from the influence of corrosive compounds [32]. The obtained rust test results listed in Table 1 show two behaviors. After one day immersion in the metal cutting fluid, the copper surface showed no corrosion effect on the surface; 10 unit on anticorrosion scale. The results of antirust after one day immersion show high protective tendency of the formed emulsion. After ten day immersion of copper strips in the formulated metal cutting fluids, the antirust scale was ranged between 8 and 9. These results display high antirust efficiency of the different formulations. The emulsions studied showed excellent antirust properties after 10 days. The modified formulations contain hydroxyl and long chain alkyl chains, which may be responsible for the rust inhibition [32, 33]. It can conclude that this cutting fluid has good ability to inhibit the corrosion.

| Oil phase | |
|---|---|
| Additive | |
| Surface tension, | |
| Specific gravity, | |
| Viscosity @40 oC, | |
| Viscosity @100 oC, mN/m g/mL cSt cSt | |
| GPUO-400 | |
| GPUO-600 | |
| GPUO-1500 | |
| GPUO-4000 | |
| GPUO-6000 | |
| 33.5 | |
| 37.5 | |
| 36.5 | |
| 1 | |
| 1 | |
| 0.98 | |
| 0.97 | |
| 101.7 | |
| 48 | |
| 40 | |
| 43 | |
| 55 | |
| 70 | |
| 88.8 | |
| Castor | |
| 68 | |
| 150 | |
| 200 oil | |
| 38 | |
| 34 | |
| 1 | |
| Esterification | Size distribution by number (d.nm): |
| GPUO 400 | 51.81 |
| GPUO 600 | 54.13 |
| GPUO 1500 | 83.44 |
| GPUO 4000 | 125 |
| GPUO 6000 | 176.0 |
Table 1: Tribological properties of the formulated metal working fluids in presence of the synthesized additives.
N = ( Log H –Log U ) / Log Y Where: Y = kinematic viscosity at 100°C of the oil whose kinematic viscosity is to be calculated, mm2/s (cSt), and H = kinematic viscosity at 40°C of an oil of 100 viscosity index having the same kinematic viscosity at 100°C as the oil whose viscosity index is to be calculated mm2/s (cSt). U = kinematic viscosity at 40°C of the oil whose viscosity index is to be calculated mm2/s (cSt). Viscosity index in Table 1 from 0.54 to 1.95 for prepared emulsifiers [36]. Emulsion stability: Metal cutting fluid formulation is simply emulsions of oil in water. The stability of that emulsion is a key phenomenon which determined the applicability of the cutting fluid in metal processing [37]. The emulsification power determines the stability of the cutting fluid after certain time. Decreasing the emulsion stability of the metal cutting fluid leads to the separation of oil phase from aqueous phase to form two layers. Generally, the formulated cutting fluids with the synthesized additives showed stable emulsions up to 30 days, Table 1. Furthermore, the stability of emulsions formed depends mainly on the oil type and fatty acid residue linked to GPU. In case of GPUO, the stabilities of the emulsions formed from castor oil was comparatively high compared to emulsion formed from water. That can be attributed to the high percentage of oleic acid content in the chemical structure of the castor oil. From the results of emulsification tendency of the synthesized emulsifiers, once can be conclude that the emulsifiers of oils in metalworking fluids are specific chemicals, and their stability depends on their compatibility with the used oil. Surface tension: Cutting fluids perform their action between the metal surface and fabricating tools. The distribution of the cutting fluid on the metal surface depends on the contact between the liquid and the metal, i.e., surface or interfacial tension. Decreasing the surface tension of the cutting fluid formulations increases their distribution on the surface. The surface tension values of the formulated cutting fluids by the synthesized additives as emulsifiers are ranged between 33.5 and 38 mN/m. The obtained values are considered low values, which provide high contact and spreading on the metal surface. Commercial cutting fluids containing different fatty acids provided comparatively higher surface tension values ranged between 39 and 58 mN/m [38]. pH values: Acidity or alkalinity of metal processing medium is a strong reason for metal corrosion. Reserving the medium at neutral pH protects the metal against corrosion (especially copper and aluminium) [39]. The pH values of the prepared formulations are ranging between 7.6 and 8.5 after 7 days, Table 1. These values don’t change by time, indicating the chemical stability of the different formulations. The derivatives are esters formed between oleic fatty acid and glycolyzed polyurethane. Hydrolysis of the ester additives as metal cutting fluids formulations can be occurred. The risk of esters hydrolysis is found in alkaline medium (at higher pH values than 8) and also in slightly acidic medium (at lower pH values than 6). Specific gravity: The specific gravity of the different metal cutting fluids formulations are ranging between 0.97 g/mL and 1.00 g/mL at 25 oC, Table 1. The obtained values are comparable to the specific gravity of water. Dynamic light scattering: Main factor effected in practical size of metal cutting fluids formulations long of series of carbon were, we can notice in Table 2, size of particles for formulations GPUO 400, GPUO 600, GPUO 1500, GPUO 4000, GPUO 6000 are 51.81,54.13,83.44 , 125,176 respectively we can notice that by increase long chain of carbon in polyethylene glycol size of particle increase because the chain of PEG soluble in water and by increase long chain of carbon in PEG decrease repulsion between water and fatty acid so the size of particle of formulation increase.
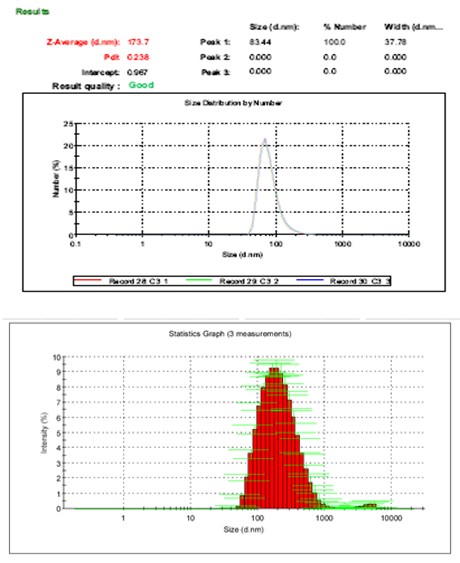
Z-Average (d.nm) :173.7 peak 1:size(d.nm)83.44 %number 100 width(d.nm)37.78.
DLS for (GPUO-1500MWt)
Conclusions
From the results of the study several concluding points can be extracted: 1. The synthesized additives have high emulsification power and produce stable oil in water emulsions, compared to the commercial and recently synthesized nonionic sorbitan, polyethylene glycol and glycerol based emulsifiers.
2. The anticorrosion property of the formed emulsions is very high, and reached to 30 days, which is comparatively high efficiency. 3. The spreading power of the emulsions formed by the synthesized additives is high compared to the nonionic additives. 4. The acidity of the emulsions formed is in an acceptable range of 7.6 to 8.5. 5. The efficiencies of the formulations formed by the synthesized additives are comparatively higher than the formulations contained nonionic surfactants and modified vegetable oils. 6. The emulsifiers are specific for the oil used in metal working fluid formulation and can be prepared from the hydrolyzed fatty acids of the oil incorporated in the formulation.
References
-
CA Miller, P Neogi (1985) Interfacial Phenomena: Equilibrium and Dynamic Effects. Marcel Dekker, New York.
-
Watando H, Saya S, Fukaya T, Fujieda S, Yamamoto M (2006) Improving chemicals recycling rate by reclaiming polyurethane elastómer from polyurethane foam. Polymer Degradation and Stability 91(12): 3354-3359.
-
Wu CH, Chang CY, Cheng CM, Huang HC (2003) Glycolysis of waste flexible polyurethane foam. Polymer Degradation and Stability 80(1): 103-111.
-
Scheirs J (1998) Polymer recycling: science, technology and applications. John Wiley & Sons Ltd, England, pp: 614.
-
Grigat E, Kunststoffe (1978) 68: 281-285.
-
Mahoney LR (1980) Hydrolysis of polyurethane foams. US Patent 4,196,148.
-
Johnson OB (1977) Method for continuous hydrolysis polyurethane foam in restricted tubular reaction zone and recovery. US Patent 4,025,559
-
Pat Fr 1429011 (1966) CA (1966) 65 9124e.
-
Pat Fr 1484107 (1968) CA (1968) 68 13679g.
-
Simioni F, Modesti M, Rienzi SA (1987) Polyol recovery from elastomer polyurethane waste. Cell Polym 6(6): 27-41.
-
Bauer G (1991) Recycling of polyurethane wastes and mixed polymer wastes by means of alcoholysis reaction. In: Landrock AH (Ed.), Polyurethanes World Congress 1991, the Society of the Plastic Industry, Inc. and the European Isocyanate Producers Association, New York, pp: 872-876.
-
Simioni F, Bisello S, Tavan M (1983) Cell Polym 2:
-
Kanaya K, Takahashi S (1994) Decomposition of polyurethane foams by alkanolamines. J Appl Polym Sci 51(4): 675-682.
-
Modesti M, Simioni F, Munari R, Baldoin N (1995) Recycling of flexible polyurethane foams with a low aromatic amine content. React Funct Polym 26(1-3): 157-165.
-
Chao-Hsiung WU, Ching-Youan C, Chien-Min C, Hung- Chang H (2003) Glycolysis of waste flexible polyurethane foam. Polym Degrad Stab 80(1): 103- 111.
-
Molero C, Lucas A, Rodriguez JF (2006) Recovery of polyols from flexible polyurethane foam by “split- phase” glycolysis: Glycol influence. Polym Degrad Stab 91(2): 221-228.
-
Ulyanov VP, Morozov YUL, Altev YM, Gudimenko VI, Tkachuk AP, et al. (1987) Kozu Obuvn Promst 10: 20- 28.
-
Oberg EJ, Horton FD, Ryffell HL (2000) Machinery’s Handbook. 26th (Edn.), Industrial Press Inc, New York.
-
Abou-El-Hossein KA (2008) Cutting fluid efficiency in end milling of AISI 304 stainless steel. Indust Lubricat Tribol 60(3): 115-120.
-
Broeck TR, Peabody DW (1960) Method for Reclaiming Cured Cellular Polyurethanes. US Patent 2,937,151.
-
Shashidhara YM, Jayaram SR (2006) Vegetable oil Based Lubricants for Industrial Applications. Proceedings of the International Conference on Industrial Tribology, Indian Institute of Science, Bangalore, India.
-
Shashidhara YM, Jayaram SR (2010) Vegetable oils as a potential cutting fluid-An evolution. Tribol Int 43(5- 6): 1073-1081.
-
Abdalla HS, Patel S (2006) The performance and oxidation stability of sustainable metalworking fluid derived from vegetable extracts. Proc Imech E Part B: J Eng Manuf 220(12): 2027-2040.
-
Julieb Z, Andres F, Kimf H, Steven J (2003) Design of Hard Water Stable Emulsifier Systems for Petroleum- and Bio-based Semi-synthetic Metalworking Fluids. Environ Sci Technol 37(23): 5278-5288.
-
Berne BJ, Pecora R (2000) Dynamic Light Scattering. Courier Dover Publications
-
Negm NA, Kandile NG, Abd El Salam AM, Mansour SA (2014) Performance Evaluation of cutting fluids additives developed from recycling of polyethylene terephthalate. J Appl Chem 7(5): 69-79.
-
Negm NA, El-Tabl AS, Aiad IA, Zakareya K, Moustafa AH (2013) Synthesis, Characterization, Biodegradation and Evaluation of the Surface Active Properties of Nonionic Surfactants Derived from Jatropha Oil. J Surfact Deterg 16(6): 857-863.
-
IP-263 (1994) Determination of Stability of Water Mix Metal Working Fluids.
-
ASTM D 445-06 (2006) Standard Test Method for Kinematic Viscosity of Transparent and Opaque Liquids. ASTM International, West Conshohocken, PA, pp: 10.
-
ASTM D 665-06 (2006) Standard Test Method for Rust-Preventing Characteristics of Inhibited Mineral Oil in the Presence of Water. ASTM International, West Conshohocke, PA, pp: 8.
-
ASTM D-4052-96 (2002) Standard Test Method for Density and Relative Density of Liquids by Digital Density Meter. ASTM International, West Conshohocken, PA, pp: 5.
-
ASTM-D-1331 (2011) Standard Test Methods for Surface and Interfacial Tension of Solutions of Paints, Solvents, Solutions of Surface-Active Agents. ASTM International, West Conshohocken, PA, pp: 5.
-
Jayadas NH, Prabhakaran Nair K (2007) Elucidation of the Corrosion Mechanism of Vegetable-Oil-Based Lubricants. J Tribol 129(2): 419-423.
-
Jayadas NH, Nair KP, Ajithkumar G (2007) Tribological evaluation of coconut oil as an environment-friendly lubricant. Tribol Int 40(2): 350- 354.
-
Watanabe S, Fujita T, Sakamoto M, Shirakawa I, Kawahara H (1989) Characteristic properties of cutting fluid additives derived from undecanoic acid. Ind Eng Chem Res 28(8): 1264-1266.
-
Tomoda H, Sugimoto Y, Tani Y, Watanabe S (1998) Characteristic properties of cutting fluid additives derived from the reaction products of hydroxyl fatty acids with some acid anhydrides. J Surfact Deterg 1(4): 533-537.
-
Tomoda H, Tani Y, Watanabe S (2000) Jap Patent (2000) ~44980.
-
Watanabe S (2001) Characteristic properties of water soluble cutting fluids additives derived from various esters. Recent Res Develop in Oil Chem 5: 39-49.
- Nigeria’s Vulnerability in the Face of Global Energy Policy
- A Simulation Study of Investigation of Optimum Oil Production Performance by Applying Various Gas Injection Methods in Oil Reservoir
- Characterization of Permo-Triassic Reservoirs through Thermal Maturity Assessment of Westphalian Source Rocks in the Cheshire Basin
- Influence of Microwax on the Rheological and Thermal Behaviour of a Wax Crude Oil
- Real-Time Monitoring and Performance Optimization of Steam Injection in Heavy Oil Reservoirs Using Fiber Optic Sensing and Integrated Predictive Simulation Models
- Rapid On-Site Determination of the Total Petroleum Hydrocarbon Content of Soils by Handheld Fourier Transform Near-Infrared Spectroscopy: Development of a Global, Site- and Scanner- Independent Calibration Model