Gas-to-Methanol Production at Lower Operating Conditions: Techno-economic Analysis of SMR, ATR, and DMR
Methanol production is basically through the traditional methods of Steam Methane Reforming (SMR), Auto-Thermal Reforming (ATR), and Dry Methane Reforming (DMR). However, the process is usually energy intensive, up to 100 bar and 1000oC, leading to high associated and operating costs. This study investigates the techno-economic feasibility of methanol synthesis at lower temperatures and pressures, based on the equilibrium expression presented by Turton, et al. Three (3) methanol production routes were investigated; The Steam Methane Reforming (SMR), the Auto-Thermal Reforming (ATR), and the Dry Methane Reforming (DMR). The peculiarity in each production option was simulated using Aspen HYSYS v11 software. The process parameters were rigorously optimized using the optimizer tool in Aspen HYSYS V11, in order to achieve the most economical yield while meeting the acceptable quality benchmark for the product. The initial simulations were carried out using values from the upper end of the operating ranges as stated in literatures. While monitoring the product yield and quality, the process operating parameters which essentially are the pressures and temperatures point to point through the flow schemes, were reduced to either the lower end of the operating ranges or even much lower provided, an optimum product yield rate and quality was obtained as output. The involved process equipment was sized on a preliminary level in order to estimate the plant cost using the same feed rate of 100MMscf/d of natural gas for all three cases. The simulation results showed that methanol synthesis was optimized at 40oC and 15 bar. a. Furthermore, the ATR option gave the most methanol throughput at 5128.8 MTPD, the SMR option produced 4802.4 MTPD, while the DMR had the least output at 3434.4 MTPD. All three cases proved profitable, with a payback period ranging between 4.82 to 6.52 years. Despite requiring the most capital investment of USD2.136 billion, the ATR option is the most viable technology for this production scale and the quickest to pay back invested capital (4.82 years). As such, it is the most recommended option.
Introduction
The environmental consequences emanating from using fossil fuels due to climate change-related phenomena have led to the quest for alternative and cleaner fuels. This quest has led to an increased focus on developing and optimizing carbon sequestering and utilization technologies, as well as clean and renewable energy sources like solar, wind, geothermal, biomass, etc. However, the energy transition from fossil–derived fuels to renewables is a time-dependent process that will see the contribution or share of cleaner and renewable energy sources continue to increase in the total energy supply mix. Moving away from dirtier fossil fuel sources like coal, shale, and oil to using Natural gas will reduce greenhouse gas emissions since it is the cleanest of all fossil fuels [1, 2]. Using Natural gas as a transition fuel could play a critical role in the energy transition agenda in that emissions could be reduced significantly while ramping up and intensifying the development of renewables to meet the energy supply gap. Transition fuel in this context refers to a substitute low-carbon fuel for higher-content fossil fuels like coal and oil to reduce CO2 emissions in the near future [3]. Also, natural gas is a vital feedstock for producing cleaner fuels like methanol [4] and hydrogen [5]. Methanol has numerous advantages over its fossil counterparts and has since gained enormous attention as a cleaner alternative fuel. Currently, the associated cost of purification and the difficulties in hydrogen transportation and storage presents a significant hurdle in its techno-economic feasibility and applications. Subsequently, methanol appears to be the most crucial competitor to fossil fuels at the moment. Methanol, also known as methyl alcohol, CH3OH, is the smallest alcohol and liquid at ambient temperatures. It is a colorless, water-soluble compound that produces very little carbon monoxide, nitrogen oxides, and sulfur oxides and burns without having black smoke [4]. Methanol is a versatile commodity that can be used directly or indirectly to produce a variety of chemicals used in multiple sectors, including construction, textiles, packaging, furniture, paints, coatings, etc. Methanol is the building block for the production of many products. It is a critical raw material for producing ethers (dimethyl ether -DME), solvents, acetic acid, methylamines, formaldehyde, MTBE, fuel additives, and other chemicals. Also, methanol can be used to produce intermediates and synthetic hydrocarbons like polymers, and it is a convenient energy carrier for hydrogen storage and transportation [6]. It can be spiked with gasoline to produce a high-octane fuel with lower emissions automobile fuel than gasoline [7]. Methanol has about half the energy density of gasoline but a higher-octane number. This enables it to have a higher compression ratio than traditional gasoline, and as such, combustion is more efficient. The Methanol economy is a viable alternative to the fossil fuel economy due to its numerous applications and advantages over fossil fuels [8]. As a result of its numerous applications, the demand for methanol as a fuel is expected to increase as the global shift away from fossil fuel consumption continues [9]. Methanol has seen a sharp growth in demand. For instance, production grew from 88.43 million Mt in 2017 to 111.02 million MT in 2022 [10] and is expected to increase further in the coming decades to about 136 million tons by 2030 at a compound annual growth rate of about 5% with a market value of about 42 billion US dollars [11]. Methanol production is mainly from regions where coal and natural gas are abundant since it is produced from hydrocarbon sources—consequently, Asia. The Middle East and the former Soviet Union account for the lion’s share in methanol production, followed by America and Europe. Other regions like sub-Sahara Africa, with substantial hydrocarbon reserves, could take advantage of the growing methanol market to become a significant player in the methanol industry, thereby diversifying their mono (fossil dependent) economy for improved foreign exchange earnings.
Traditionally, methanol is produced from the single reforming of hydrocarbons (primarily natural gas and low- sulfur coal) to produce syngas. The syngas is then converted to methanol via metal-based catalysts at high temperatures and relatively low pressures and then purified in distillators to achieve the desired purity. Although there are advanced design processes of reforming to improve methanol production yield [12], the majority of the syngas are produced by either steam methane reforming (SMR), auto thermal reforming (ATR), or dry methane reforming (DMR). Methanol production is an energy-intensive process due to the requirement for high operating conditions of up to 100 bar and 1000oC. Consequently, many studies on methanol simulations were performed at high operating conditions [13], making studies at low operating conditions scarce in the open literature. The high energy intensity results in additional costs. This study considered the theoretical possibility of achieving an optimized methanol production at lower operating conditions (low temperatures and pressures) by simulation while still obtaining a superior yield rate. This study, therefore, seeks to investigate the techno- economic feasibility of methanol production via SMR, ATR, and DMR, at lower operating conditions and energy intensity.
Materials and Methods
Modeling Environment
Three different methanol production routes were modeled and simulated. These pathways differ in how the syngas is being produced; Steam-Methane Reforming (SMR), Auto-thermal Reforming (ATR), and Dry Methane Reforming (DMR) [14]. The methanol plants were modeled and simulated using ASPEN HYSYS V11 software. In setting up each model, the SRK equation of state was used for the syngas production section and the methanol synthesis and purification section.
Optimization of the Process Operating Parameters
The optimization was done using the in-built Aspen HYSYS optimizer tool. The initial simulations were carried out using values from the upper end of the operating ranges as stated in literatures. While monitoring the product yield and quality, the process operating parameters which essentially are the pressures and temperatures point to point through the flow schemes, were reduced to either the lower end of the operating ranges or even much lower provided, an optimum product yield rate and quality was obtained as output. The results of the optimization are shown in Table 2.
Feedstock
The feedstock used for the three simulation cases is a natural gas composition obtained from the flare stack of a typical gas plant in Nigeria. The composition and conditions are shown in Table 1. The gas is sulfur-free; hence, the reason for not including a gas pre-treatment unit in the simulation cases.
| Condition | |
|---|---|
| Molar Flow | 100 MMscf/d |
| Temperature | 30oC |
| Pressure | 2 bar. a |
| Composition | |
| Component | Mole fraction |
| H O 2 | 0.0085 |
| Hydrogen | 0.0000 |
| CO 2 | 0.0214 |
| Nitrogen | 0.0013 |
| H S 2 | 0.0000 |
| Methane | 0.7233 |
| Ethane | 0.1004 |
| Propane | 0.0814 |
| i-Butane | 0.0197 |
| n-Butane | 0.0245 |
| i-Pentane | 0.0082 |
| n-Pentane | 0.0056 |
| n-Hexane | 0.005 |
| n-Heptane | 0.0004 |
| n-Octane | 0.0002 |
Table 1: Composition and inlet conditions of the feed gas.
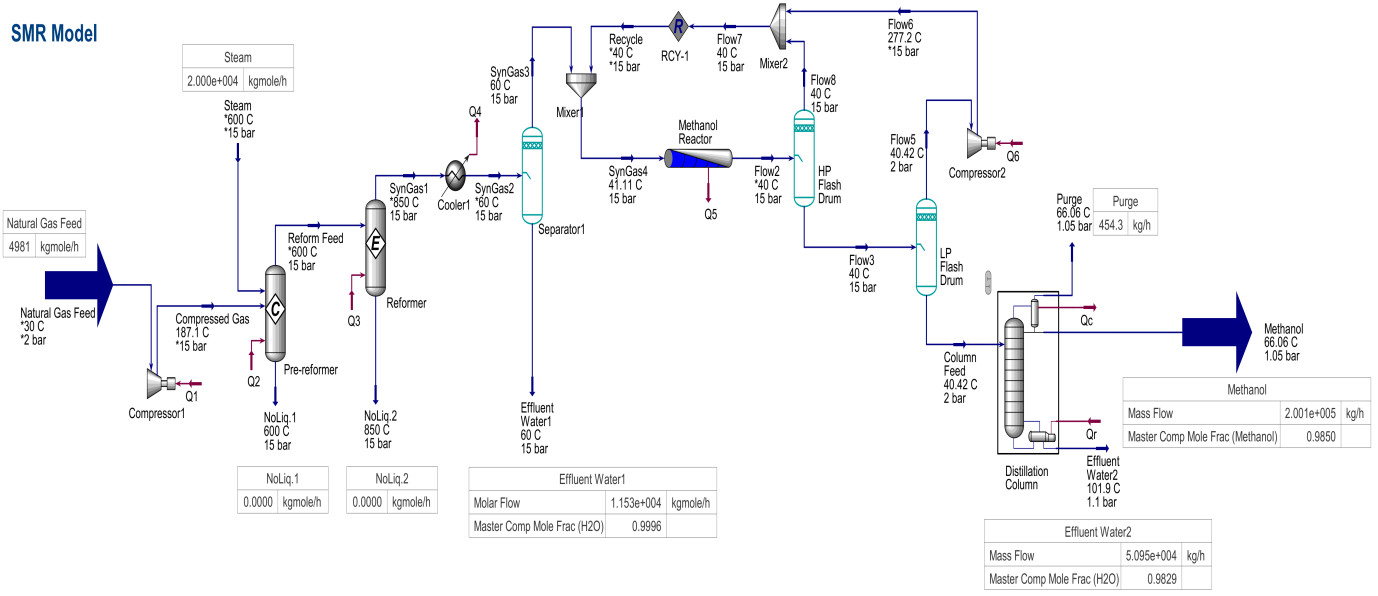
The Steam-Methane Reforming (SMR) Pathway
For this case, methanol production was modeled, simulated, and optimized according to the steam-methane reforming reaction path. The feed gas is a 100 MMscf/d supply of natural gas obtained at 30oC and 2 bar. a, which was compressed to 15 bar.a using a single-stage compressor to meet the pressure requirement at the Pre-reformer. Steam at 600oC and 15 bar.a was also charged into the Pre-reformer to react with the feed gas.
The Pre-reformer was modeled using a conversion reactor and was set to operate at 600oC and 15 bar.a to convert the heavier hydrocarbon molecules in the feed gas stream into syngas (hydrogen and carbon monoxide) product according to Equations 1 to 4 while some side reactions also occur (Equation 5 and 6) [15].
$$ \mathrm {C} _ {2} \mathrm {H} _ {6} (\mathrm {g}) + 2 \mathrm {H} _ {2} \mathrm {O} (\mathrm {g}) = 5 \mathrm {H} _ {2} (\mathrm {g}) + 2 \mathrm {C O} (\mathrm {g}); \quad \Delta \mathrm {H} _ {2 9 8 \mathrm {K}} ^ {0} = $$
= +374.3 kJ mol
∆ (1) $$ \mathrm {C} _ {3} \mathrm {H} _ {8} (\mathrm {g}) + 3 \mathrm {H} _ {2} \mathrm {O} (\mathrm {g}) = 7 \mathrm {H} _ {2} (\mathrm {g}) + 3 \mathrm {C O} (\mathrm {g}); \quad \Delta \mathrm {H} _ {2 9 8 \mathrm {K}} ^ {0} = $$
= + 497.7 kJ mol
∆ (2) $$ \mathrm {i} - \mathrm {C} _ {4} \mathrm {H} _ {1 0} (\mathrm {g}) + 4 \mathrm {H} _ {2} \mathrm {O} (\mathrm {g}) = 9 \mathrm {H} _ {2} (\mathrm {g}) + 4 \mathrm {C O} (\mathrm {g}); \quad \Delta \mathrm {H} _ {2 9 8 \mathrm {K}} ^ {0} = $$
= +651.3 kJ mol
∆ $$ \mathrm {n - C} _ {4} \mathrm {H} _ {1 0} (\mathrm {g}) + 4 \mathrm {H} _ {2} \mathrm {O} (\mathrm {g}) = 9 \mathrm {H} _ {2} (\mathrm {g}) + 4 \mathrm {C O} (\mathrm {g}); \Delta \mathrm {H} _ {2 9 8 \mathrm {K}} ^ {0} = + 6 5 1. 3 \mathrm {k J} \mathrm {m o l} $$
= +651.3 kJ mol
∆ (4) ( ) ( ) ( ) ( ) 2 2 2 298K CO g + H O g = CO g + H g H° = -41 kJ/mol ∆ (5) ( ) ( ) ( ) ( ) 2 4 2 298K CO g + 3H g = CH g + H O g H° = -210 kJ/mol ∆ (6) The Reformer reactor was modeled using a HYSYS equilibrium reactor where the methane present in the feed gas stream was reacted with steam in order to yield syngas product at 850oC and 15 bar.a operating condition with respect to Equations 7 and 8 [14]:
$$ \mathrm {C H} _ {4} (\mathrm {g}) + \mathrm {H} _ {2} \mathrm {O} (\mathrm {g}) = \mathrm {C O} (\mathrm {g}) + 3 \mathrm {H} _ {2} (\mathrm {g}) \quad \Delta \mathrm {H} _ {2 9 8 \mathrm {K}} ^ {\circ} $$
= + 206 kJ/mol
∆ (7) ( ) ( ) ( ) ( ) 2 2 2 298K CO g + H O g = CO g + H g H° = - 41 kJ/mol ∆ (8) After cooling the syngas to 60oC using a cooler, liquid effluent water was separated before passing the gaseous stream mixed with a recycled stream through a jacketed plug flow reactor representing the methanol reactor. The methanol synthesis, which occurs at 40°C and 15 bar.a, was modeled to obey Equations 9 to 11 [14].
$$\text{CO}_2(\text{g}) + 3\text{H}_2(\text{g}) = \text{H}_2\text{O}(\text{g}) + \text{CH}_4\text{OH}(\text{g}) \quad \Delta H^\circ_{298K} = -41.2 \text{ kJ/mol}$$
$$\text{CO}(\text{g}) + 2\text{H}_2(\text{g}) = \text{CH}_4\text{OH}(\text{g}) \quad \Delta H^\circ_{298K} = -90.7 \text{ kJ/mol}$$
$$\text{CH}_4(\text{g}) + 1.5\text{O}_2(\text{g}) = \text{CO} + 2\text{H}_2\text{O}(\text{g}) \quad \Delta H^\circ_{298K} = +41.5 \text{ kJ/mol}$$
The equilibrium expression guiding the methanol synthesis is given by Turton, et al. [16].
$$K = 4.8 \times 10^{-13} \exp(11458/T)$$
The product obtained from the Methanol Reactor was then flashed to 2 bar.a. The gas stream was compressed, gathered, and sent back as a recycled stream into the methanol reactor, while the liquid portion was sent to a distillation column in order to purify the methanol product up to 99% quality.
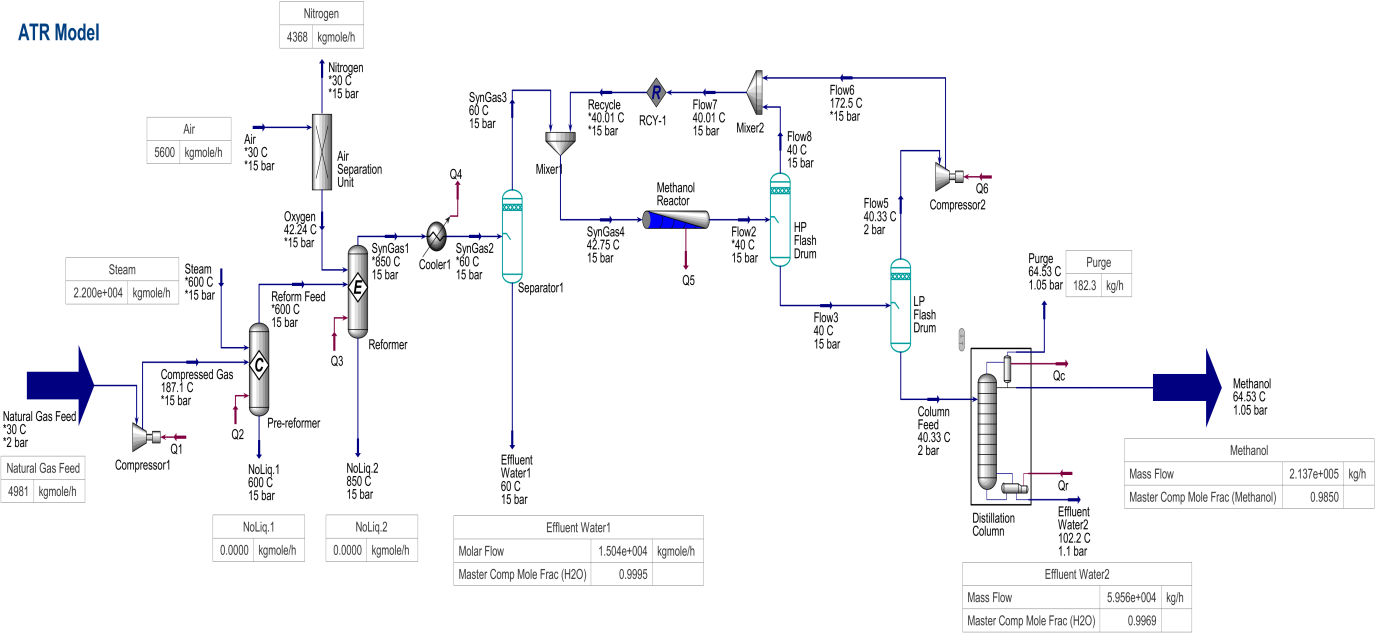
The Auto-thermal Reforming (ATR) Pathway
Following the auto-thermal reforming reaction path, the methanol production for this case was modeled, simulated, and optimized. The same feed gas composition/condition as in the SMR case was also used for this auto-thermal reforming case; 100MMscf/d supply of natural gas at 30°C and 2bar.a.
The feed gas was first compressed to 15 bar.a using a single-stage compressor before sending it to the Pre-reformer. Steam at 600°C and 15 bar.a was also charged into the Pre-reformer to react with the feed gas. The Pre-reformer was modeled using a conversion reactor, set to operate at 600°C and 15 bar.a to convert some heavier hydrocarbon molecules into the feed gas stream. The reactions taking place (Equations 1 to 6) are similar to the pre-reformer reactions of the SMR case [15].
The Reformer reactor was modeled using a HYSYS equilibrium reactor where the methane present in the feed gas stream was reacted with oxygen supplied from the Air Separation Unit (ASU) in order to yield products at 850°C and 15 bar.a operating condition with respect to Equations 13-15 [15].
$$\text{CH}_4(\text{g}) + 1.5\text{O}_2(\text{g}) = \text{CO} + 2\text{H}_2\text{O}(\text{g}) \quad \Delta H^\circ_{298K} = -520 \text{ kJ/mol}$$
$$\text{CO}(\text{g}) + \text{H}_2\text{O}(\text{g}) = \text{CO}_2 + \text{H}_2(\text{g}) \quad \Delta H^\circ_{298K} = -41 \text{ kJ/mol}$$
$$\text{CH}_4(\text{g}) + \text{H}_2\text{O}(\text{g}) = \text{CO}(\text{g}) + 3\text{H}_2(\text{g}) \quad \Delta H^\circ_{298K} = +206 \text{ kJ/mol}$$
After cooling the syngas to 60°C using a cooler, liquid effluent water was separated before passing the gaseous stream mixed with a recycled stream through a jacketed plug flow reactor representing the methanol reactor. The methanol synthesis, which occurs at 40°C and 15 bar.a, was modeled according to Equations 9 – 12, similar to the SMR case [14]. The products from the Methanol Reactor were then flashed to 2 bar.a. The gas stream was compressed, gathered, and sent back as a recycle stream into the methanol reactor, while the liquid portion was sent to a distillation column in order to improve the methanol product quality up to 99% purity.
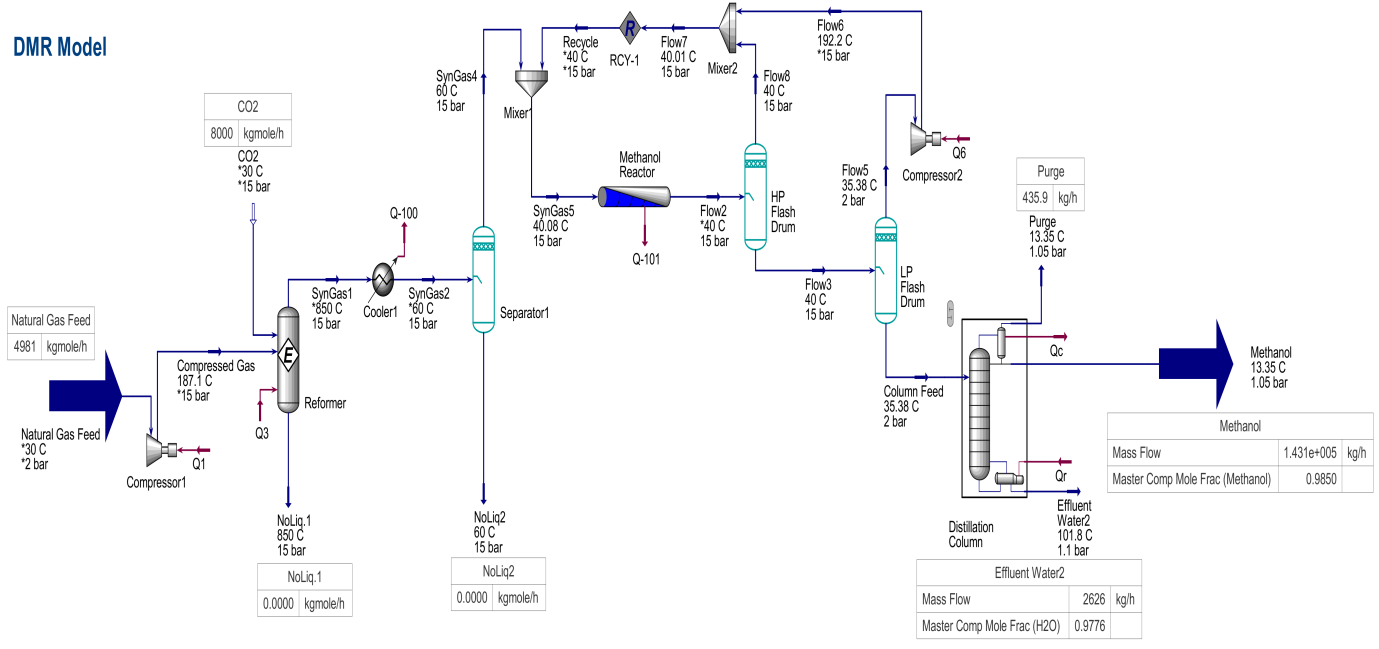
The Dry Methane Reforming (DMR) Pathway
Should there be a continuous supply of carbon dioxide adequate to be used as feedstock, say from a carbon capture facility, this DMR case considered a methanol production using natural gas and carbon dioxide as feedstock. Using the same feed gas composition/condition as in the SMR and ATR cases, the gas was first compressed to 15 bar.a using a single-stage compressor before feeding the Reformer. Carbon dioxide is supplied at 30°C and 15 bar.a was separately charged into the Reformer for reaction.
The Reformer was modeled using an equilibrium reactor, set to operate at 850°C and 15 bar.a, following Equation 16 to yield an equimolar syngas as a product [14]. A pre-reformer was omitted because the steam required in the pre-reforming reaction is not part of the feedstock for this “dry” case.
$$\text{CH}_4(\text{g}) + \text{CO}_2(\text{g}) = 2\text{CO}(\text{g}) + 2\text{H}_2(\text{g}) \quad \Delta H^\circ_{298K} = +247 \text{ kJ/mol}$$
After cooling the syngas to 60°C using a cooler, the gaseous stream mixed with a recycled stream was sent to a jacketed plug flow reactor representing the methanol reactor. The methanol synthesis, which occurs at 40°C and 15 bar.a, was modeled according to Equations 9 – 12, similar to the SMR and ATR cases [14]. The products obtained from the Methanol Reactor were then flashed to 2 bar.a. The gas stream was compressed, gathered, and sent back as a recycle stream into the methanol reactor while the liquid portion was distilled to obtain a 99% methanol purity.
Economic Analysis
Having optimized the different simulation cases to obtain the most economical operating parameters capable of producing high purity (99%) and high yield of methanol, the various purchased cost of equipment (PCE) were estimated on a preliminary level by adopting the module costing approach which is a generally accepted method of costing new chemical plants. The costing procedure is as outlined by Turton [16]. The costs were updated to January 2021 using the most current Chemical Engineering Plant Cost Index (CEPCI) available at the time of this study to account for inflation. Following the approach described by Towler and Sinnott [17], the fixed capital cost (FCC) was estimated to account for equipment installation, piping, instrumentation, electrical wiring, utilities, storage, site structures, design and engineering, contractor charges, and other contingencies using cost multipliers from the purchased cost of equipment (PCE). The raw material (natural gas) was priced at 1.5 USD per MMBtu, according to Akinosho [18]. Utility costs, labor costs, and also direct operating costs were equally estimated with stated assumptions.
The project revenue was estimated from the sale of methanol at an average price of 306 USD per metric ton [19]. Project profitability was evaluated using a simple payback as an indicator. All analyses were conducted in US-Dollars (USD) as the base currency.
Results and Discussion
Figures 1 to 3 show the simulated and optimized flow schemes of the methanol production via the SMR, ATR, and DMR pathways, respectively. Each of these cases was fed with the same 100 MMscf/d natural gas feedstock, and similar operating conditions were used; however, different methanol yields were recorded due to the processes’ peculiarities. Table 2 shows the optimized parameters obtained from the optimization process using the Aspen HYSYS optimizer tool.
The ATR recorded the highest yield with 5128.8 metric tons of methanol per day (MTPD), while SMR gave an output of 4802.4 MTPD. The DMR yielded the least among the three options at 3434.4 MTPD owing to the prominent drawback of this process which is known to produce an equimolar 2:2 syngas ratio characterized by hydrogen deficiency during the methanol synthesis, thereby leading to lower yield rates [20].
| Parameter | Value Prior to Optimization | Value after Optimization | Literature Operating Range | |
|---|---|---|---|---|
| 1 | Syngas Reformer Temperature | 1000℃ | 850℃ | 800℃ – 1000℃ [14] |
| 2 | Syngas Reformer Pressure | 40 bar | 15 bar | 15bar – 40bar [14] |
| 3 | Methanol synthesis Temperature | 300℃ | 40℃ | 200℃ – 300℃ [14,21,22,23] |
| 4 | Methanol synthesis Pressure | 100 bar | 15 bar | 15 bar – 100 bar [14, 22,23] |
| 5 | Methanol (Product) Rate | 196800 kg/hr - SMR tech. | 200100 kg/hr - SMR tech. | - |
| 5 | Methanol (Product) Rate | 202000 kg/hr - ATR tech. | 213700 kg/hr - ATR tech. | - |
| 5 | Methanol (Product) Rate | 150900 kg/hr - DMR tech. | 143100 kg/hr - DMR tech. | - |
| 6 | Methanol (Product) Purity | 99% - SMR tech. | 99% - SMR tech. | - |
Table 2: Optimization of the Process Operating Parameters.
Costing the SMR, ATR, and DMR Methanol Plants
The three methanol production options involve similar equipment, specifications, and conditions. The summaries of the comparative costs are shown in Table 3-7. The revenues that may be derived from the three pathways are shown in Table 8, while Table 9 shows the payback periods. Besides the size rating of each piece of equipment, the material of construction and the pressure classes were also factored in the equipment costing for realistic results. With part of the process operating at temperatures as high as 850oC, the recommended material of construction nickel alloy [16] was used. The use of the nickel alloy increased the base cost of each applicable piece of equipment due to the more expensive nickel alloy compared to carbon steel (CS) or stainless steel (SS). The ATR option has the highest purchased cost of equipment (PCE) due to the inclusion of the Air Separation Unit and the relatively larger equipment sizes justified by the yield rate, which adds to the overall cost. Alternatively, the DMR option has the lowest purchased equipment cost, mainly due to the absence of the pre-reformer and the air separation unit from the process.
| Equipment | Description | Purchased Cost @ 2021 | ||
|---|---|---|---|---|
| SMR | ATR | DMR | ||
| Compressor1 | Centrifugal-CS-20barg | $2,007,120.10 | $2,007,119.76 | $2,007,341.28 |
| Pre-reformer | Reformer furnace- Nickel Alloy-20barg | $48,066,395.69 | $48,076,395.07 | - |
| Air Separation Unit | Process vessel (vert.)-CS-20barg | - | $34,776.29 | - |
| Reformer | Reformer furnace- Nickel Alloy-20barg | $352,992,664.92 | $363,433,189.15 | $341,684,953.24 |
| Cooler1 | Floating head- Nickel Alloy-20barg | $1,533,774.42 | $1,533,780.71 | $2,141,415.30 |
| Separator1 | Process vessel (vert.)-CS-20barg | $228,740.77 | $252,289.54 | $125,498.14 |
| Methanol Reactor | Autoclave -SS-20barg | $27,348.03 | $27,348.03 | $24,093.95 |
| HP Flash Drum | Process vessel (vert.)-CS-20barg | $979,413.47 | $849,946.37 | $421,792.21 |
| LP Flash Drum | Process vessel (vert.)-CS-20barg | $49,992.84 | $49,992.84 | $41,967.31 |
| Compressor2 | Centrifugal-CS-20barg | $14,131.39 | $17,731.46 | $264,224.26 |
| Distillation column | Process vessel (vert.)-CS-20barg | $25,996.11 | $35,025.42 | $25,996.11 |
| Sieve trays-CS-20barg | $16,753.42 | $29,878.87 | $16,753.42 | |
| Condenser-CS-20barg | $9,363,119.20 | $9,363,119.20 | $9,473,485.49 | |
| Reboiler-CS-20barg | $18,066,915.55 | $18,066,915.55 | $5,867,629.31 | |
| Total Purchased Cost of Equipment (PCE) = | $433,372,365.91 | $443,777,508.26 | $362,095,150.02 | |
| Items | Cost Multiplier from PCE | Cost of Items (USD) | ||
| SMR | ATR | DMR | ||
| Purchased Cost of Equipment (PCE) | 1 | $433,372,365.91 | $443,777,508.26 | $362,095,150.02 |
| Equipment erection | 0.4 | $173,348,946.37 | $177,511,003.30 | $144,838,060.01 |
| Piping | 0.7 | $303,360,656.14 | $310,644,255.78 | $253,466,605.02 |
| Instrumentation | 0.2 | $86,674,473.18 | $88,755,501.65 | $72,419,030.00 |
| Electrical wiring | 0.1 | $43,337,236.59 | $44,377,750.83 | $36,209,515.00 |
| Building | 0.15 | $65,005,854.89 | $66,566,626.24 | $54,314,272.50 |
| Utilities | 0.5 | $216,686,182.96 | $221,888,754.13 | $181,047,575.01 |
| Storage | 0.15 | $65,005,854.89 | $66,566,626.24 | $54,314,272.50 |
| Site development | 0.05 | $21,668,618.30 | $22,188,875.41 | $18,104,757.50 |
| Ancillary buildings | 0.15 | $65,005,854.89 | $66,566,626.24 | $54,314,272.50 |
| The Physical Plant Cost (PPC) = | $1,473,466,044.11 | $1,508,843,528.08 | $1,231,123,510.08 |
Table 3: Purchased cost of equipment for SMR, ATR, and DMR Methanol Plants.
| Items | Cost Multiplier from PPC | Cost of Items (USD) | ||
|---|---|---|---|---|
| SMR | ATR | DMR | ||
| Physical Plant Cost (PPC) | 1 | $1,473,466,044.11 | $1,508,843,528.08 | $1,231,123,510.08 |
| Design and Engineering | 0.3 | $442,039,813.23 | $452,653,058.42 | $369,337,053.03 |
| Contractor’s fee | 0.05 | $73,673,302.21 | $75,442,176.40 | $61,556,175.50 |
| Contingency | 0.1 | $147,346,604.41 | $150,884,352.81 | $123,112,351.01 |
| Fixed Capital Cost (FCC) = | $2,136,525,763.96 | $2,187,823,115.72 | $1,785,129,089.62 |
Table 4: Fixed capital cost for the SMR, ATR, and DMR Methanol Plants.
| Rate | Annual Consumption | Cost (USD) | |
|---|---|---|---|
| Electricity | 2863.4 kW | 25,083,384 kWh | $2,400,270.00 |
| Cooling water | 848 m³/h | 7428480 m³ | - |
| Furnace fuel (Natural gas) | 5 MMscf/d | 182.5 MMscf | $2,847,000.00 |
| Catalyst | 2 m³ | 2 m³ (assumed) | $300,000.00 |
| Total Annual Utility Cost = | $5,547,270.00 |
Table 5: Utility cost for the SMR, ATR, and DMR Methanol Plants.
The utility cost for the three methanol production technologies was assumed to be the same. Also, the cooling water supply was considered to be generated on-site from a well or river with no purchase cost.
| Item | Description/Assumption | Cost (USD) | ||
|---|---|---|---|---|
| SMR | ATR | DMR | ||
| Raw Material | 36500 MMscf annually | $56,940,000.00 | $56,940,000.00 | $56,940,000.00 |
| Effluent management | 10% cost of raw material | $5,694,000.00 | $5,694,000.00 | $5,694,000.00 |
| Cost of Utilities | - | $5,547,270.00 | $5,547,270.00 | $5,547,270.00 |
| Labor | 3 shifts of 50 personnel each at $12,000 average per person annually | $1,800,000.00 | $1,800,000.00 | $1,800,000.00 |
| Direct supervision | 0.1 of Labor Cost | $180,000.00 | $180,000.00 | $180,000.00 |
| Maintenance and repairs | 0.02 of FCC | $42,730,515.28 | $43,756,462.31 | $35,702,581.79 |
| Operating supplies | 0.1 of Maintenance and repairs | $4,273,051.53 | $4,375,646.23 | $3,570,258.18 |
| Laboratory charges | 0.1 of Labor Cost | $180,000.00 | $180,000.00 | $180,000.00 |
| Total Direct Operating Cost = | $117,344,836.81 | $118,473,378.55 | $109,614,109.97 |
Table 6: Direct operating cost for the SMR, ATR, and DMR Methanol Plants.
| Options | Production Rate (Yield) | Annual Revenue (USD) | ||
|---|---|---|---|---|
| kg/hr | Ton/day | Ton/year | ||
| SMR | 200100 | 4802.4 | 1752876 | $536,380,056.00 |
| ATR | 213700 | 5128.8 | 1872012 | $572,835,672.00 |
| DMR | 143100 | 3434.4 | 1253556 | $383,588,136.00 |
Table 7: Revenue estimation for the SMR, ATR, and DMR Methanol Plants.
The revenue generated from the different plants was estimated from the sale of the methanol product alone, as the other effluents (water and purge gas) were considered to be of no economic value. As of the time of this study, the pricing of methanol in the international Asian market was 430 USD/ ton, according to Methanex® [19]. However, an average price over a two-year period was used (306 USD/ton) to estimate sales revenue for this work. This was done to smoothen price fluctuations. The ATR technology had the highest annual revenue at $572,835,672 because its production rate surpasses the other options. The DMR technology gave the least revenue consequently.
| SMR | ATR | DMR | |
|---|---|---|---|
| Capital Cost Investment | $2,136,525,764 | $2,187,823,116 | $1,785,129,090 |
| Annual Revenue | $536,380,056 | $572,835,672 | $383,588,136 |
| Operating Cost | $117,344,837 | $118,473,379 | $109,614,110 |
| Annual Savings | $419,035,219 | $454,362,293 | $273,974,026 |
| Payback Period | 5.10 years | 4.82 years | 6.52 years |
Table 8: Simple payback period estimation for the SMR, ATR, and DMR Methanol Plants.
The three methanol production options were relatively profitable based on the payback period analysis. However, the ATR production option would pay back invested capital quicker than the other options owing to its higher yield rate versus plant cost. This result is corroborated by the results in the open literature [14, 21], which confirms that the ATR technology is the most viable option for large-scale plants from 5000 MTPD.
Furthermore, several historical works have been conducted on methanol synthesis that forms the basis of comparison with the studies conducted herein. Despite the rigorous optimization studies conducted on the simulations to yield the most economical throughput, most operating parameters still fall within the stated literature ranges. For instance, the syngas reformers were found to be optimal at 850oC and 15bar, corroborating results in the open literature with ranges between 800oC – 1000oC and 15bar – 40bar generally for the different production technologies [14].
For the methanol synthesis, the optimal condition was found at 40oC, and 15 bar, whereas several works in the open literature had practical ranges within 200 – 300oC and 15 – 100 bar [14, 22, 23]. However, according to Turton, et al. [16], the methanol synthesis should thermodynamically be favored at lower operating temperatures around the bounds of 40oC in consequence of the equilibrium expression (Equation 12), which conforms to Le Chatelier’s principle for exothermic reactions. This provides an opportunity for process intensification in methanol production to achieve lower operating conditions than the existing technologies.
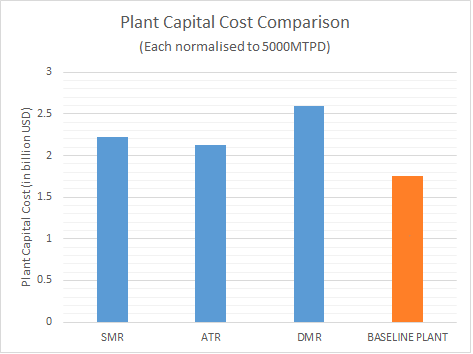
To validate the project capital cost in this study, a comparison was made with a proposed methanol project in Nigeria as a baseline. As reported in NCMB [24], this baseline plant was designed for a 10,000 MTPD throughput and evaluated to cost USD 3.5 billion. Scale factors were used to equalize all the production rates to 5000MTPD to compare the project costs with the baseline plant. The result shown in Figure 4 reveals a good closeness with the baseline.
Conclusion
The techno-economic feasibility of methanol synthesis using the Aspen HYSYS v11 software for the SMR, ATR, and DMR synthesis pathways, at lower process conditions of 40 oC and 15 bar.a has been presented. The simulated capital costs for the different methanol routes showed a reasonable closeness (After equalizing the production rates to 5000 MTPD using Scale factors) with the benchmark baseline plant. The following conclusions can be drawn from this study.
- The ATR option gave the most methanol throughput at 5128.8 MTPD; the SMR option produced 4802.4 MTPD, while the DMR had the least output at 3434.4 MTPD.
- All three cases proved profitable, with a payback period ranging between 4.82 to 6.52 years.
- Despite requiring the most capital investment (USD2.136 billion), the ATR option is the most viable technology for this production scale and the quickest to pay back invested capital (4.82 years).
References
-
Smil V (2015) Natural gas: fuel for the 21st century. John Wiley & Sons, pp: 264.
-
Mohammad N, Mohamad IWW, Mustapa SI, Ayodele BV (2021) Natural Gas as a Key Alternative Energy Source in Sustainable Renewable Energy Transition: A Mini Review. Front Energy Res 9: 1-6.
-
Hayhoe K, Kheshgi HS, Jain AK, Wuebbles DJ (2002) Substitution of natural gas for coal: climatic effects of utility sector emissions. Climatic Change 54: 107-139.
-
Sharma I, Shah V, Shah M (2022) A comprehensive study on production of methanol from wind energy. Environmental Technology & Innovation 28: 2352-1864.
-
da Silva Veras T, Mozer TS, Messeder dos Santos DCR, da Silva César A (2017) Hydrogen: Trends, production, and characterization of the main process worldwide. Int J Hydrogen Energy 42: 2018-2033.
-
Khadzhiev SN, Kolesnichenko NV, Ezhova NN (2016) Slurry technology in methanol synthesis (review). Pet Chem 56(2): 77-95.
-
Crivellari A, Cozzani V, Dincer I (2019) Exergetic and exergoeconomic analyses of novel methanol synthesis processes driven by offshore renewable energies. Energy 187: 115947.
-
Olah GA, Goeppert A, Prakash GKS (2009) Beyond Oil and Gas: The Methanol Economy. 2nd (Edn.), Wiley‐VCH Verlag GmbH & Co. KGaA, pp: 1-334.
-
Roode-Gutzmer QI, Kaiser D, Bertau M (2019) Renewable Methanol Synthesis. Chem Bio Eng Reviews 6(6): 209- 236.
-
Fernández L (2022) Production of methanol worldwide from 2017 to 2022. Statista.
-
Market research.com (2020) Global Methanol Market Analysis: Plant Capacity, Production, Operating Efficiency, Process, Technology, Demand & Supply, End Use, Competition, Trade, Customer & Price Intelligence Market Analysis, 2015-2030.
-
Blumberg T, Tsatsaronis G, Morosuk T (2018) On the Economics of Methanol Production from Natural Gas. Fuel 256: 115824.
-
Kiss AA, Pragt J, Vos H, Bargeman G, de Groot M (2016) Novel efficient process for methanol synthesis by CO2 hydrogenation. Chemical Engineering Journal 284: 260- 269.
-
Blumberg T, Morosuk T, Tsatsaronis G (2017) Methanol Production from Natural Gas– A Comparative Exergoeconomic Evaluation of Commercially Applied Synthesis Routes. 5th International Exergy, Life Cycle Assessment, and Sustainability Workshop & Symposium, Greece.
-
Panahi M, Skogestad S, Yelchuru R (2010) Steady- state simulation for optimal design and operation of a GTL process. In: Eljack FT, et al. (Eds.), Proceedings of the 2nd Annual Gas Processing Symposium. Elsevier, Amsterdam, pp: 275-285.
-
Turton R, Bailie R, Whiting W, Shaeiwitz J, Bhattacharyya D (2012) Analysis, Synthesis, and Design of Chemical Processes. 4th (Edn.), Prentice Hall, pp: 1-108.
-
Towler G, Sinnott R (2008) Chemical Engineering Design. Butterworth-Heinemann, London.
-
Akinosho T (2020) Natural gas price inches up in Nigeria, according to the PIB. Africa Oil + Gas Report.
-
Methanex Monthly Average Regional Posted Contract Price History in 2021.
-
Knutsen KT (2013) Modelling and optimization of a Gas- to-Liquid plant. Norwegian University of Science and Technology, Norway.
-
Aasberg-Petersen K, Nielsen CS, Dybkjær I, Perregaard J (2008) Large Scale Methanol Production from Natural Gas. Haldor Topsoe.
-
Jörg O, Gronemann V, Pontzen F, Fiedler E, Grossmann G, et al. (2012) Methanol In: Ullmann’s Encyclopedia of Industrial Chemistry. Wiley-VCH Verlag GmbH & Co. KGaA, Weinheim.
-
Hansen JB (2015) Methanol Production Technology: Todays and Future renewable Solutions. Methanol Workshop, Lund University; Haldor Topsøe.
-
Nigeria Content and Monitoring Board (2021) FG Targets 35,000 Jobs As NCDMB, NNPC Stake US$670m In Brass Methanol Plant.
- Nigeria’s Vulnerability in the Face of Global Energy Policy
- A Simulation Study of Investigation of Optimum Oil Production Performance by Applying Various Gas Injection Methods in Oil Reservoir
- Characterization of Permo-Triassic Reservoirs through Thermal Maturity Assessment of Westphalian Source Rocks in the Cheshire Basin
- Influence of Microwax on the Rheological and Thermal Behaviour of a Wax Crude Oil
- Real-Time Monitoring and Performance Optimization of Steam Injection in Heavy Oil Reservoirs Using Fiber Optic Sensing and Integrated Predictive Simulation Models
- Rapid On-Site Determination of the Total Petroleum Hydrocarbon Content of Soils by Handheld Fourier Transform Near-Infrared Spectroscopy: Development of a Global, Site- and Scanner- Independent Calibration Model