Use of Used Cooking Oil as CI Engine Fuel - A Review Paper
Since past two decades scientist are involved in research activities to find alternate fuel for CI engine and still it is continuously going on. On account of rapid industrial growth and large commencement of vehicle airs becomes a serious threat to the wide use of petroleum resources. Many research and studies revealed that the oils from the several vegetable origin can be successfully used as fuel to the existing CI engines without making any major hardware modification and still further research is necessary to find exact fuel resource from a waste recovery point of view. In this regard, waste cooking oil or fried cooking oil can be used as a potential alternative fuel. This paper reviews the production, potential, characterization of alternative fuel, engine performance and exhaust emissions of the waste cooking oil biodiesel through the experimental work carried out in various corner of the world.
Introduction
The global requirements for the fuel are increasing continuously in all over the world for automobile vehicle application. The diesel operated auto motives are gaining its importance due to its superiority in fuel efficiency also its cost is lower in comparison with gasoline. Diesel fuel is widely used for various purpose like transportation, power plant, construction, and industrial activity which has raised question for the availability of fuel and not only that it create environmental degradation.
Global Scenario
According to the Institute of Mechanical Engineers, there are approximately 1.3 trillion barrels of proven oil reserve left in the world’s major fields, which according to present rates of consumption it should last 40 years However, the organization also assume and emphasizes that by 2040, production levels may be down to 15 million barrels per day-just 20% of what we currently consume. By that time, it is probable that the world’s population will be raised double to present and much more industrialized, and therefore oil dependent presently, wide open efforts is going on to replace the petroleum diesel by a non-petroleum product which must be friendly, cost effective and efficient. The Indian Energy Information Administration predicted in 2008 that world consumption of oil will increase to 98.3 million barrels per day (15,630,000 m3/d) in 2015 and 118 million barrels per day in 2030. With 2009 world oil consumption at 84.4 mbd, reaching the projected 2015 level of consumption would represent an average annual increase between 2009 and 2015 of 2.7% per year. In June, British Petroleum provided an interesting update to its global oil reserves estimates in the company’s yearly review of energy statistics. It raised its reserve estimate by 1.1% to
1687.9 billion barrels-just enough oil to last the world 53.3 years at the current production rates [1].
Energy Conversion Technology
The heat engine converts the heat energy to mechanical energy. Diesel engine was invented by Rudolf diesel a German engineer and the major credit goes to him for the development of todays used compressed ignition diesel engines. Internal combustion engine is one of the popular mechanism which help for energy conversion, lower ratio of weight and bulk to the output, higher overall efficiency and ease of cooling system, today the total kW installations of I C engines in automobiles is larger than for other energy sources related area. The heart of any vehicle is I C engine which will provide the primary motive force. The application of diesel engine as a prime mover is obvious in several vehicle like trucks, busses, farming equipment’s, locomotives, construction equipment’s, stationary generator sets and so on. The diesel engine invented by Rudolph diesel was initially run using peanut oil. Only the diesel engine is able to run on variety of vegetable oils at high temperature [2].
Biodiesel
ASTM International (originally known as the American Society for Testing and Materials) defines biodiesel as a mixture of long-chain mono Alkyl esters of fatty acids obtained from many renewable resources, to be used in diesel based engine. Biodiesel is chemically treated oil which is obtained from biological sources i.e. plant origin and animal origin. Biodiesel is a liquid bio-fuel obtained by chemical processes from vegetable oils or animal fats and an alcohol that can be used in diesel engines either, alone or blended with diesel oil.
Advantages of Biodiesel
Few of the fuel properties of biodiesel are advantageous like higher flash point (100C minimum) and it can be easily blended with diesel fuel at various proportion it also having an excellent lubricating properties. Biodiesel is a one of the renewable fuel, obtained from vegetable oils or animal fats. The advantages of biodiesel is because of its clean combustion as compared with petro diesel, Lower emissions of particulate matter ,carbon monoxide, polycyclic aromatic hydrocarbons, aldehydes their by Lower health risk, due to reduced emissions of carcinogenic substances. It is very low toxic, in comparison with diesel fuel and also it degrades more rapidly than diesel fuel, resulting it minimizing the environmental consequences.
Environmental Problems of Disposing used Cooking Oil
The dumping of the oil in drain causes problems in the pipes obstructing and creating odors and hence increasing the cost of wastewater treatment. The oil which reaches the ground water sources increases its organic pollution load, to form layers on the water surface to prevent the oxygen exchange and damage the ecosystem. For this reason, it is necessary to create a new way to recover this oil and reuse it. Used cooking oil causes serious environmental problems, “one liter of oil poured into a water causes pollute up to 1000 tanks of 500 liters”. It’s feasible to prove this by practical demonstration the contamination with the dumping of these oils to the main water sources. Also on account of wear and tear choking resulting in sewer pipes may cause overflows of the system, generating diseases that can cause mild stomach cramps to diseases potentially fatal, such as infectious hepatitis, gastroenteritis and cholera, due to this sewage contains water which can transport bacteria, viruses, parasites, intestinal worms and molds.
Biodiesel from Waste Cooking Oil
These fuels are now a days under its initial stage of commercialization they are technically feasible as economically competitive as compared with convectional petroleum diesel fuel Vegetable oil and its methyl esters are the prominent candidates for alternative diesel fuels. These fuels are now under its initial stage of commercialization they are technically feasible and economically competitive as compared with convectional diesel fuel. The disposal of waste cooking oil is a problem since, blocks the drainage systems and it contaminates water resource. So, using it as an alternative fuel is therefore found most suitable solution not only favoring disposal but also to manage the fuel crisis. Used cooking oils or waste cooking as well as frying oil and fat residues from meat processing may be used as raw materials which are obtained after repetitive frying of the food products. Previously the waste vegetable oil was used as an ingredient in animal feed but latter on it was banned by European Union due to animal health hazards. In Some countries the waste cooking oils are used to manufacture soaps and detergents but a major volume of waste cooking oil is discharged to environment.
Copyright© Gadhvi SN.
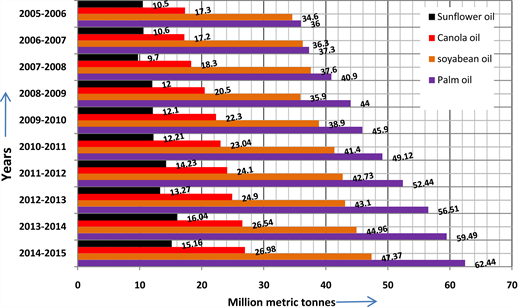
Global Estimates of Major Vegetable Oils Production
The most common oil types include canola oil, palm oil, soybean oil, and sunflower seed oil. Palm oil is extracted from the flesh of the palm fruit, which is primarily found in the tropical climate of South America, Africa and South East Asia. It is estimated that about 90 percent of palm oil is used as food whereas industrial consumption such as cosmetic products or fuel and diesel claim for the remaining 10 percent Vegetable oils are oils or fats extracted from a plant [3]. Their texture can be described as liquid, oily and fatty. Most vegetable oils are able to serve two purpose: they can either be used as cooking oil or for fuel and diesel production. This statistic shows the global production of major vegetable oils from 2000/2001 to 2014/2015, by different vegetable oil types is shown in below (Figure 1) [4].
Global Estimates of Waste Cooking Oil
From the bellowing data it is clear that, waste cooking oil, which is otherwise wasted after frying the foodstuff. The approximately estimated quantity of waste cooing oil from selected countries is shown in bellowing table. It can be used as biofuel as such it, will be the one of the most economical choice for waste oil
Chemistry of Frying Process
During frying process, oil is continuously subjected to high temperatures in the presence of air and moisture. During this three essential degradation reactions occurs under these conditions are; Hydrolysis causing from the moisture content of fried food. This reaction produces free fatty acids (FFA), like mono- and di glycerides. Oxidation causing from the contact with oxygen. Products after reaction are oxidized monomeric, dimeric and oligomeric triglycerides and volatile materials such as aldehydes and ketones [5]. Polymerization causing from these two reactions, and high temperatures. This reaction produces Dimeric and polymeric triglycerides with ring structure. Because of these degradation reactions mentioned above, a number of physical and chemical changes occur in frying oils which include increase in viscosity, density [6], FFA content, total polar material (TPM), polymerized triglycerides, and decrease in smoke point, the number of double bonds, etc. If the frying process is continued for several hours, these materials will undergo further degradation and finally the oil will not be worthy for further frying. The frying oil has to be discarded. Since all degradation products are of polar character, TPM content of frying oil is a good measure of its degradation level. Thus, in many countries, TPM content value of frying oil has been legally accepted as the limit value to decide discard it or not [7]. For example, in Turkey, TPM content of frying oil must not higher than 25%. In addition to TPM, some changes in its physical and chemical properties are also measure of the oil deteriorates. For instance, during frying, oil’s double bonds are broken and so its fatty acid composition changes, Free Fatty acid level and saturation degree increase. The change in the fatty acid composition effect on some oil properties such as iodine value, density, viscosity, heating content etc. Thus, these properties can also be used to monitor the quality of the frying oil [7].
Copyright© Gadhvi SN.
Production Technologies
Multiple methods and technique are adopted by number of researchers for the production of waste cooking oil into biodiesel. Some of most prominent and efficient conversion techniques are discussed below.
Transesterification
Trans esterification is the important class of organic reactions where an ester is transformed into another through interchange of the Alkoxy moiety. These Trans esterification reactions are of three types they may be alkali-catalyzed or acid catalyzed or enzyme catalyzed. The most common way to produce biodiesel is by Trans esterification, in which catalyzed chemical reaction involving vegetable oil and an alcohol to yield fatty acid alkyl esters and glycerol and these fatty acid alkyl esters are commonly called as biodiesel [5].
Alkali-Catalyzed Transesterification
In alkali catalyzed transesterification method, the catalyst (KOH or NaOH) is dissolved into methanol. The bio-oil is transferred into a reactor and then the catalysts/alcohol mixture is added into the oil. The final mixture is stirred vigorously for 2 hours at 100˚C in ambient pressure. Few key parameters were selected for determining the viability of the vegetable oil Trans esterification process. These parameters include: acid value and FFA content, moisture content, viscosity and fatty acid profile of the used oil a good transesterification reaction always produces two liquid phases: ester and crude glycerin. Used Boiler ashes, potassium hydroxide amongst other catalysts were successful in the ethanolysis and methanolysis of palm and coconut oils with yields as high as 90%.In an another investigation, practically It is reported that methyl and ethyl esters with 90% yield can be obtained from palm and coconut oil from the press cake and oil mill and refinery waste with the ashes of the wastes of these two oil seeds, and with lime, clay, zeolites, etc. Faheem H, Akhtar, et al. [8] analyzed the rice bran oil and waste cooking oil for their potential use as an alternative source for biodiesel production [8]. The rice bran oil gave a yield of 87% at 55˚C, 6:1 molar ratio, and 90 min, while on other hand waste cooking oil showed a maximum yield of 84% under optimum conditions of 60˚C temperature, molar ratio of 9:1 and consuming 75 min. The presence of water gives rise to hydrolysis of some of the produced ester, with result soap formation. The alkali catalytic process is more effective when the FFA level is less than 1% [10]. When the FFA contents of the raw material are greater than 1% then acid catalyzed process is preferred. Anyhow, this process requires very higher catalyst concentration and high molar ratio that results in corrosion issues. Alkaline metal hydroxides like KOH and NaOH are cheaper than metal alkoxides, but are less active. Otherwise, they are a good alternative since they can give the same high conversions of vegetable oils just by increasing the catalyst concentration to 1 or 2 mol%. However, even if some time water-free alcohol/oil mixture is used, some water is produced in the system by the reaction of the hydroxide and the alcohol.
The alkali catalytic process is especially more effective when the FFA level is less than 1% [9]. When the FFA contents of the raw material are more than 1% then acid catalyzed process is increasingly preferred. Anyhow, this process requires higher catalyst concentration and high molar ratio that results in corrosion issues. In an practical work “Transesterification of waste cooking oil for preparation of biodiesel by using ultrasonic technique” by Darwin Sebayang et al. suggest new type of transesterification process from waste cooking oil to biodiesel using ultrasonic technique. For the conversion of waste cooking oil with NaOH as catalyst used ultrasonic type of clamp on tubular reactor at 20 kHz. The reaction time, molar ratio, and biodiesel quality of this process were compared with general transesterification. The main equipment used ultrasonic type of clamp on tubular reactor with specification tube tank diameter 21 mm and 60 mm length. Ultrasonic systems based on unique MMM (Multi-frequency, Multimode, Modulated) technology. The ultrasonic was used modular ultrasonic generators MSG.1200.IX utilize the MMM Technology. UCO was screened to remove food residues and solid precipitate. Then after, UCO dried by heating to 110˚C during 10 min. NaOH in the concentration of 1%wt to UCO was pre- mixed with methanol for each and every experimental condition. In each experiment, 100 gram of UCO was fed with mixture methanol-sodium hydroxide to the ultrasonic tubular reactor. The process ultrasonic technique obtained conversion UCO to TG about 95.6929% wt with the methanol to oil molar ratio of 6:1, 1 %wt sodium hydroxide as catalyst and 5 minute reaction time. Ultrasonic technique has fast reaction time and with a minimum amount of methanol high conversion of methyl ester was observed.
Prafulla D Patil, et al. found, Biodiesel Production from Waste Cooking Oil Using Sulfuric Acid and Microwave Irradiation Processes two-step transesterification process was used to convert the high free fatty acid oil to its ester. Microwave assisted transesterification of waste cooking Copyright© Gadhvi SN.
oil using heterogeneous and homogeneous both were investigated for optimum reaction conditions. Microwave- assisted catalytic transesterification using base like BaO and KOH was evaluated for the efficacy of microwave irradiation in biodiesel production from waste cooking oil. On the basis of energy consumptions for used cooking oil (UCO) transesterification by both conventional heating and microwave-heating methods evaluated in this study, it was estimated that the microwave-heating method required less than 10% of the energy to achieve the same yield as the routine heating method for given experimental conditions. The preliminary experimental study performed in this work has explained that the micro-wave-heating method is energy-efficient and better than the conventional heating method.
Acid Catalyzed Transesterification
The problem with processing waste oils is that many time it contain significant amounts of free fatty acids that cannot be converted to biodiesel just by using an alkaline catalyst. These free fatty acids can easily react with an alkaline catalyst to produce soaps that preventing the separation of the ester, glycerin, and wash water. An alternative way of processing these waste oils, that must have a greater tolerance for free fatty acids, is to use an acid catalyst [10]. Most of the biodiesel that is currently made prepared by using high quality vegetable oil and an alkaline catalyst. However, there are large amounts of waste oils (restaurant waste, frying oils, trap grease, etc.) that could be converted to biodiesel. Nye et al. have observed that it is possible to produce methyl esters from used frying oil using an acid catalyst. The objective of this study was to know the effect of the molar ratio of alcohol, the reaction temperature, the catalyst amount, the reaction time, and the presence of water and free fatty acids on the completeness of acid-catalyzed transesterification. Canakci M, Gerpen JV [11] investigated the effect of process variables on acid-catalyzed transesterification. The molar ratio of alcohol, reaction temperature, catalyst amount, reaction time, water content, and free fatty acids were studied to determine the best way for producing biodiesel. Food grade soybean oil was used to prepare esters using excess methanol and sulfuric acid as a catalyst. To compare the effect of different alcohol types on ester formation, methanol, ethanol, 2-propanol, and n-butanol were compared. The American Oil Chemists’ Society Method Ca 14 - 56 [12] was used to measure the biodiesel’s total glycerin amount as an indicator of the completeness of the reaction. It was found that acid catalysis can provide high conversion rates but much longer times are required compare to alkaline catalysts. The acid catalyst also requires the water concentration to be less than 0.5%, which is about the same as is required for alkaline catalysts. Water formed by the esterification of free fatty acids limited their presence in the oil to 5%. Schwab, et al. and Liu (1994) [13] compared acid and base catalysts. They found that acid catalyzed transesterification requires heating to increase the reaction rate and that the reaction time may vary from a few minutes to several hours.
Guoqing Guana in this study, BDF synthesis from used oily sludge (UOS) was investigated. The feed stock oil was extracted from UOS by hexane, and the extracted oil was then reacted with methanol to produce BDF by using a sulfuric acid or ferric sulfate catalyst. FFA-rich oil extracted from USO was used as a feedstock of BDF production. H2SO4 and Fe2(SO4)3 were successfully used as catalysts for the esterification reaction of FFA. The FAME yields reached approximately 86% for both catalysts under suitable condition. Fe2(SO4)3 was appropriate as a solid catalyst for repeated use.
Characterization of Waste Cooking Oil Biodiesel
Frying oils are used for various facilities in different kind of conditions such as frying temperature, kind of food fried, time etc. have significantly various physico- chemical properties. Therefore, the detail physico- chemical properties such as acid value, iodine value, kinematic viscosities, saponification value and Fatty acid composition are most important in the view point of utilization of biodiesel [14]. used frying oils are one of the low cost feedstock. However, the feedstock properties must understood in detail prior to transesterification reaction, since the physical and chemical properties of the feedstock significantly effect over biodiesel production reaction as well as fuel basic properties [15].
As per ASTM and EN standards there are some standard test procedures followed to characterize the obtained biodiesel and the norms has to be within specification for its potential usage. Oil companies and vehicle manufacturers are actively working with Biofuel extender producers to have agreed standards for transesterified vegetable oils suitable for blending with conventional diesel to ensure that the product meets the technical requirements of modern diesel engines. The minimum test requirements for Biodiesel blend extenders are specified in ASTM D6751 in USA and EN 14214 within Europe.
Copyright© Gadhvi SN.
Biodiesel Fuel Characterizations
The characteristics of biofuel is tested to according to ASTM Biodiesel Fuel Quality Assurance Standard Test. ASTM does not have a standard limit for triglyceride, diglyceride and monoglyceride content in the final product. However, European biodiesel standard (EN14214) recommends that the triglyceride, diglyceride and monoglyceride content should not more than 0.8, 0.2 and 0.2, respectively.
Flash Point: Flash point is the lowest temperature at which a liquid can form an ignitable mixture in air near the surface of the liquid Bio-diesel. The lower the flash point, it is easier to ignite the material. The flashpoint of the test fuel should be within 130˚.
Water and Sediment: The water and sediments will deteriorate the fuel quality. The water content will decrease the calorific value of the fuel and sediments will cause problems in fuel injection The ASTM standard limit for water and sediment was is 0.05% by volume of the sample.
Cloud Point and Pour Point: The cloud and pour point are also the important properties of biodiesel fuel. When oil is cooled to the Temperature at which a cloud of wax crystals first appear in the oil is called as Cloud point. The pour point is the lowest temperature at which the oil sample can still be moved. These properties are related to the use of biodiesel in the cold temperature.
Total Acid Number: The ASTM standard for total acid number (TAN) for pure biodiesel is 0.8 mgKOH/g. The TAN or acid value is the total amount of potassium hydroxide necessary to neutralize the free acids in biodiesel sample. High TAN or acid values on the feedstock indicates unrefined or poorly refined product oil source due to poor process control, such as ethanol carryover. Higher acid number could also cause degradation of rubber parts in older engines resulting in filter clogging. The total acid number can also be determined by titration.
Cetane Number: Cetane number of the diesel fuel is the indicator of the ignition quality. The higher the Cetane number, the more efficient the ignition will be. Due to the higher oxygen content, biodiesels has a higher Cetane number compared to petroleum diesel.
Conclusions
The following conclusions can be drawn:
- The primary raw material for biodiesel preparation used is used cooking oil, which can be collected from different sources such as restaurants, hostels, canteen and cafeterias which will reduce the Environmental problems of disposing used cooking oil.
- The alkali catalytic process is more effective when the FFA level is not more than 1%, since the FFA level is more in UCO, acid catalyzed process is preferred.
- Physiochemical properties of UCO biodiesel were found acceptable in accordance with ASTM D6751 standards.
References
-
Kalam MA, Masjuki HH, Jayed MH, Liaquat AM (2011) Emission and Performance Characteristics of an Indirect Ignition Diesel Engine Fuelled with Waste Cooking Oil. Energy 36(1): 397-402.
-
International Energy Outlook (2011) US Energy Information Administration. Independence Avenue, SW Washington, DC.
-
Guerrero FCA, Guerrero-Romero A, Sierra FE (2011) Biodiesel Production from Waste Cooking Oil. National University of Colombia, Colombia.
-
Agarwal D, Kumar L, Agarwal AK (2008) Performance Evaluation of a Vegetable Oil Fuelled Compression Ignition Engine. Renewable Energy 33(6): 1147-1156.
-
Gertz C (2000) Chemical and Physical Parameters as Quality Indicators of Used Frying Fats. European Journal of Lipid Science and Technology 102(8-9): 566-572.
-
Aladedunye FA, Przybylski R (2009) Protecting Oil during Frying: A Comparative Study. European Journal of Lipid Science and Technology 111(9): 893- 901.
-
Stevenson SG, Vaisey-Genser M, Eskin NAM (1984) Quality Control in the Use of Deep Frying Oils. Journal of the American Oil Chemists’ Society 61(6): 1102- 1108.
-
Knothe G, Dunn RO, Bagby MO (1997) Biodiesel: The Use of Vegetable Oils and Their Derivatives as Alternative Diesel Fuels. In: Saha BC (Ed.) Fuels and Chemicals from Biomass. American Chemical Society, New York, pp: 172-202.
-
Bandger BP, Uppalla LS, Sadavarte VS (2001) Envirocat EPZG and Natural Clay as Efficient Catalysts Copyright© Gadhvi SN. for Transesterification of β-Keto Esters. Green Chemistry 3: 39-41.
-
Diesel R (1895) Method of and Apparatus for Converting Heat into Work.
-
Van Gerpen J, Shanks B, Pruszko R, Clements D, Knothe G (2004) Biodiesel Production Technology. National Renewable Energy Laboratory, Colorado, USA.
-
Freedman B, Butterfield RO, Pryde EH (1986) Transesterification Kinetics of Soybean Oil. Journal of the American Oil Chemists’ Society 63(10): 1375- 1380.
-
Fukuda H, Kondo A, Noda H (2001) Biodiesel Fuel Production by Transesterification of Oils. Journal of Bioscience and Bioengineering 92(5): 405-416.
-
Knothe G, Steidly KR (2009) A Comparison of Used Cooking Oils: A Very Heterogeneous Feedstock for Biodiesel. Bioresource Technology 100(23): 5796- 5801.
-
Graille J, Lozano P, Pioch D, Geneste P (1986) Pilot tests of vegetable oil alcoholysis with natural catalysts for the production of diesel fuels. Oilseeds 41(10): 457-464. Copyright© Gadhvi SN.
- Nigeria’s Vulnerability in the Face of Global Energy Policy
- A Simulation Study of Investigation of Optimum Oil Production Performance by Applying Various Gas Injection Methods in Oil Reservoir
- Characterization of Permo-Triassic Reservoirs through Thermal Maturity Assessment of Westphalian Source Rocks in the Cheshire Basin
- Influence of Microwax on the Rheological and Thermal Behaviour of a Wax Crude Oil
- Real-Time Monitoring and Performance Optimization of Steam Injection in Heavy Oil Reservoirs Using Fiber Optic Sensing and Integrated Predictive Simulation Models
- Rapid On-Site Determination of the Total Petroleum Hydrocarbon Content of Soils by Handheld Fourier Transform Near-Infrared Spectroscopy: Development of a Global, Site- and Scanner- Independent Calibration Model