Synergy of the Conventional Crude Oil and the FT-GTL Processes for Sustainable Synfuels Production: The Game Changer Approach-Phase One Category
Petroleum was used in its raw state for various purposes in different parts of the world before the discovery of the overwhelming uses of the refined products following the first distillation of lamp oil/ illuminating fuel (kerosene age, 1859-1900) and the development of the internal combustion engines using gasoline or diesel (for vehicles, trucks and ships), the rise in commercial aviation (airplanes and rockets) and other devices, near the beginning of the twentieth century. The burning/combustion of petroleum fuels release greenhouse gases, mainly carbon dioxide (CO2), which creates environmental problems such as global warming, acid rain from sulfur and nitrogen oxide emissions. This rise in CO2 / temperature “global warming” in turn causes other environmental problems such as flooding of coastlines due to melting of the glaciers (polar ice cap melting); disrupted weather patterns i.e. change in wind and rainfall patterns as well as soil moisture; etc., hence the strong quest for an alternative source. On the other hand, apart from serving the aforementioned traditional purposes (transportation fuels), the other petroleum refined products are now the chief source of raw materials (primary petrochemicals such as methanol, ethylene, propylene, butadiene, benzene, toluene and xylene) for the manufacture of chemicals especially organic chemicals, such as textiles, artificial fibers, and plastics of all descriptions, rubber, nitrogen fertilizers, dyestuffs, detergents, pharmaceuticals, medicines, furniture, appliances, solar panels, PVC pipes, bulletproof vests, consumer electronics, wind turbines and automobile parts. Simply put, the use of fossil petroleum refined products goes beyond transportation fuels; it is virtually everything to mankind development. In contrast, synthetic liquid fuels (Synfuels) are liquid fuels (such as gasoline, kerosene, diesel, et cetera) which are produced from substitute/synthetic natural gas (S.N.G.) otherwise known as syngas {derived from virtually any hydrocarbon feedstock, by reaction with steam or oxygen or by reforming of natural gas i.e. methane} and application of the FT-GTL process technique. The appeal of these liquid products (from the FT-GTL process technique) is that they are free from sulfur, aromatics, metals and out performs crude oil petroleum refined products, for instance the diesel will have a very high Octane number and can be a premium blending product while the naphtha would be low in Octane and represents a good petrochemical feedstock. In general, the most significant breakthrough is in syngas for other chemical processes and industries (it is the building block for many petrochemicals, i.e. methanol, ammonia or urea etc.). The theoretical background and basic concepts of the synergy of the existing petroleum crude oil refining technique and the FT-GTL process technique is presented in sufficient detail to tackle the global dual energy challenges (i.e. energy security and climate change goals) or more broadly the challenge to produce more of the affordable energy that society needs and the challenge to produce energy that’s less carbon intensive (i.e. carbon neutral-zero carbon dioxide emissions). Operationally, the overall products from the crude oil petroleum refining operation is reformed to syngas (CO + H2 mixture) “synthesis gas or synthetic gas” via steam reforming or dry reforming or bi-reforming and subsequently converted to Synfuel “Synthetic liquid fuels” using the FT-GTL Fischer-Tropsch (FT) Technology a.k.a. FT-GTL synthesis process. The super heated steam (H2O), CO2 and waste heat produced during the FT- process is used directly in a chemical reactor to further generate CO/H2 mixture instead of embarking on carbon capture (for CO production) and water electrolysis (for H2 production). The high purity oxygen (O2) and heat produced in the chemical reactor is also directly used in the partial oxidation (POX) or autothermal reforming (ATR), units for additional production of CO/H2 mixture. Furthermore fraction of the CO2 and steam/ H2O generated in the FT process unit can be used for dry reforming or bi-reforming of a fraction of the conventional crude oil refinery products into syngas (CO + H2 mixture). Ultimately, this synergy of refining technique will help refiners to meet new guidelines for very low sulfur fuels and general environmental standards as well as enable the continued use of the fossil petroleum energy resources to help the growing demand in energy and worldwide concern towards alternatives to the use of fossil fuel for energy production. This means that, the world will never stop using fossil energy resource. That is no transition/phase out of crude oil and natural gas, rather there will be transition away from emissions i.e. producing these products in a way that has lower and lower emissions. Even the enthusiast of zero emission vehicles will need roads to drive the cars, which means that we need to produce bitumen. Similarly, the enthusiast for alternative electricity via wind turbines and solar panel (photovoltaic and thermal, PV/T collectors) will need lubricants for the gearboxes and generators mounted inside the turbines and various petrochemical products to fabricate panels and inverters, as well as their installation and connection cables, batteries, and other gadgets. Thus, if we can produce bitumen, lubricants and other petrochemicals with lower and lower emission it will be a win situation for everybody. Win for the environment, win for the economy, and win for the affordability and a win for the environmentalist.
Introduction
The term Petroleum simply refers to “crude oil and natural gas a.k.a. crude oil petroleum and natural gas petroleum” which broadly encompasses Natural Gas, Shale Gas/Tight Gas, Gas Condensate, Crude Oil, Tight Oil/Shale Oil (oil-in-shale), Bitumen (sticky black pools or pitch or tar), Natural Asphalts (sticky black lumps), Oil Shale (shale- bearing-oil), Oil Sand/Tar Sand, and Gas Hydrate. It falls into two broad categories (conventional and unconventional). The conventional crude oil petroleum exists naturally in liquid form while the conventional natural gas petroleum exists naturally in gaseous form. On the other hand, the unconventional crude oil petroleum exists naturally in semi- solid or solid forms such as {Extra-heavy oil, Tight Oil/Shale Oil (oil-in-shale), Bitumen (sticky black pools or pitch or tar), Natural Asphalts (sticky black lumps), Oil Shale (shale- bearing-oil), Oil Sand/Tar Sand} while the unconventional natural gas petroleum exists naturally as [Distillate or Condensate gas or Condensable Vapor, Shale Gas/Tight Gas, Gas Hydrate]. Petroleum in all its form, is composed primarily of hydrocarbons (compounds containing only carbon and hydrogen) ranging from Methane (CH4) to Asphaltene (C80H162) [1], and other minor inorganic elements such as oxygen (O2), nitrogen (N2), carbon dioxide (CO2), sulfur (S), hydrogen sulfide (H2S), carbonyl sulfides (COS), carbon disulfide (CS2), mercaptans (RSH) , mercury (Hg), water vapor (H2O) and trace metals such as tin (Sn), lead (Pb), helium (He), sodium (Na), magnesium (Mg), calcium (Ca), copper(Cu), silver (Ag), gold (Au), boron (B), uranium (U), nickel (Ni), platinum (Pt), iron (Fe), cobalt (Co), chromium (Cr), silicon (Si), arsenic (As), antimony (Sb), molybdenum (Mo) and vanadium (V), etc. [2]. Also, all petroleum reservoirs occurring in any of the physical states (solid, liquid or gas) with few exceptions contain some “natural gas petroleum”, which is commonly measured in cubic feet, and the gas volume written in multiples of 1,000 abbreviated as M [3]. Each natural gas stream, like each crude oil is a unique mixture that is mostly composed of the lower-molecular weight hydrocarbons of the paraffin or alkane series (general molecular formula CnH2n+2 i.e. saturated hydrocarbons such as methane, ethane, propane butanes et cetera), with smaller amounts (usually only trace) of olefin hydrocarbons (i.e. ethene, ethyne, propene, butene et cetera), naphthenic hydrocarbons, and non-hydrocarbon compounds. The simplest member of the series is methane, with chemical formula CH4- one atom of carbon combined with four hydrogen atoms. Usually, the raw petroleum natural gas may come from any one of four types of gas wells: (i) Dry gas wells—these wells typically produce only raw natural gas that contains no hydrocarbon liquids, such gas is called non-associated gas. (ii) Condensate wells—these wells produce raw natural gas along with natural gas liquid, such gas is also called associated gas and often referred to as “wet gas”. (iii) Gas hydrates wells- these wells typically produce only raw natural gas that contains no hydrocarbon liquids, from ice-like structures found on the Ocean floor and in permafrost around the Arctic (i.e. methane clathrates in the ocean floor, abiotic methane in the ocean floor, permafrost hydrates), such gas is called non- associated gas. They are pure methane hydrocarbon in solid state, which is vaporized straight to gaseous methane. (iv) Crude oil wells—raw natural gas that comes from crude oil wells is called associated gas. This gas can exist separate from the crude oil in the underground formation, or dissolved in the crude oil. Historically, mankind started to use crude oil petroleum or crude oil petroleum products since 6000 B. C. It was first use as bitumen asphalt to coat the inside and the outside of the Ark by Noah before the Great Flood in the Tigris- Euphrates valley. Ever since then, there has been continuous and increasing record of the use of crude oil petroleum products till date. The turning point for its consumption in vast quantities began 1857 with the introduction of the first kerosene lamps and the invention of internal combustion engine in 1862. It spread slowly in what has been called the “Kerosene Age” 1859-1900 [4], because, although petroleum products were also largely used for lubricants, the main aim of refining crude oil then was to produce kerosene (C12-C16) for lamp oil (illuminating fuel). Then C11-C1, comprising (gasoline, methane et cetera) was regarded as waste product and was flared off. Kerosene was first distilled from bituminous Coal (Nova Scotia coal) and oil shale experimentally in 1846 [5], by Abraham Gesner, a Canadian geologist resident in Pittsburgh America. Subsequently, in 1851, Samuel Martin Kier began selling lamp oil which he distilled from crude oil, to local miners under the name “carbon oil”. By 1852, the increased supply of petroleum allowed oil refiners to entirely side-step the oil-from-coal, for illuminating oil from petroleum. Commercial production of kerosene started in 1854 and the petroleum-based illuminating oil was widely sold as kerosene.
Due to the dominant use of the Internal Combustion Engine near the beginning of the twentieth century, gasoline became the chief product being derived from crude oil petroleum, leading to what might be called the “gasoline age” 1900-date. The initial gasoline sold, comprised C3- C11 distillate from the crude oil petroleum, which resulted to rapid evaporation/consumption in the internal combustion engine, until 1910 when Dr. Walter O. Snelling an American Chemist and explosive expert with US Bureau of mines, while researching on the properties of petrol (gasoline), separated gaseous fractions from liquid ones, thus discovering the existence of propane, hence LPG (C3 and C4). Thus, the present petrol (gasoline)/naphtha are comprised of (C5-C11).
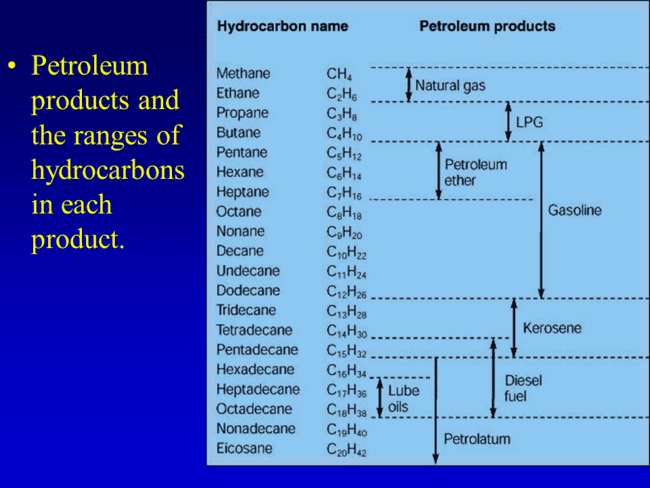
Presently the overall products from the petroleum refining are usually grouped into four Categories: light distillates (LPG, Gasoline, and Naphtha); middle distillates (Kerosene, Jet Fuel, and Diesel); heavy distillates and residuum (Heavy Fuel Oil, Lubricating Oils, Wax, and Asphalt), (Figure 1). Hence, the fossil crude oil petroleum is considered the most important energy source, providing fuel for transportation, electricity generation and raw material from which many key substances are made (plastics, pharmaceutical drugs, automobile parts, etc). Until recently, the Fuel Gas (byproduct of crude oil petroleum refining operation) comprising methane (C1) and ethane (C2) are generally not marketable; rather it is either used as fuel for refinery heaters/furnaces or flared [6].
Notably, the present transportation fuels (for automobiles: vehicles/cars/trucks/boats; jets, rockets and airplanes; locomotives/trains, and marine ships) produced from conventional crude oil petroleum refineries are Regular and Premium Gasoline {i.e. Regular Motor Spirit “RMS”– super petrol and Premium Motor Spirit “PMS”}; Kerosene {i.e. Dual Purpose Kerosene “DPK– illuminating kerosene and Aviation Treatment Kerosene “ATK”}, Diesel {i.e. Automotive Gas Oil “AGO” – Light Gas Oil}; Heavy Gas Oil {i.e. Low Pour Fuel Oil “LPFO”) all of which emit greenhouse gases on combustion, that are consider to be responsible for global warming (which refers to the increasing temperature of the atmospheric environment). Hence, the current strong quest for cleaner (alternative/renewable) energy.
Although renewable and clean energy are growing fast, with the exception of biomass that can generate similar products in very low quantity, it is very evident that there is no alternative energy source or combinations that will be enough to replace fossil petroleum (crude oil and natural gas), especially in the transportation sector [7] which currently consumes from 75 to 80% of the crude oil produced or for power generation and petrochemicals that uses gas {methane, ethane, propane and butane (C1 to C4 hydrocarbons)} as the primary source of energy. Evidently, at the onset, petroleum was used in its raw form, but currently it is mostly used in its premium refined forms. Practically therefore, it implies that the only option is to continue the trend of improving the products as well as managing/reusing the associated waste until we can achieve zero emissions. This makes it apparent that the world should transition from the “gasoline/diesel age” to “Synfuels age”. Meanwhile, there is already a (synthetically produced) aviation fuel for reducing emissions, which is produced from sustainable biomass resources and has very similar chemical properties to fossil aviation fuel (jet fuel). Studies suggest that up to 80% of CO2 emissions can be reduced by using the Sustainable Aviation Fuels (SAF) compared to conventional jet fuel [8].
On the other hand, in 1925, Franz Fishcher and Han Tropsch developed a catalyst that converted a mixture of hydrogen and carbon monoxide (H2 + CO, generated from the reformation of purified methane a.k.a. natural gas) called syngas “synthesis gas or synthetic gas” at 1 atm. and 2500C-3000C into liquid hydrocarbons {liquid synthetic fuels such as diesel, gasoline, naphtha, kerosene etc., or chemical liquids such as methanol, ammonia, refinery hydrogen, dimethylether (DME), ethanol and other alcohols etc.}. The technology is popularly known as Fischer-Tropsch (FT) Gas-to-Liquids “FT-GTL” process and it function more-like a natural gas refinery (NGR). Since the 1990s, the technology is applied to convert the {petroleum natural gas, coal seam methane, biogas from biomass and municipal landfill gas, as well as the gaseous products from the gasification of bitumen from oil sands, solid coal, biomass (woods, leaves, saw-dust, etc.), biodegradable material components of municipal solid waste (MSW) and mixed plastic waste (MPW)} to synthetic liquid fuels which are carbon neutral (burns with very low CO2 emissions). The transportation fuels produced from gas-to-liquid (GTL) facilities, comprising of high quality synthetic liquid fuels such as GTL-LPG, GTL-gasoline, GTL- kerosene, GTL-diesel, GTL-fuel oils/lubricants, etc [9, 10] are considered renewable and sustainable clean development mechanism (CDM) for reducing greenhouse gas (GHG) emissions. Other regular by-products are electricity, fertilizer, different chemicals, etc [11].
The synergy of the conventional petroleum refining operation and the FT-GTL unit (a.k.a. natural gas refinery “NGR”) concept, as presented in this article basically implies the addition of specialized treatment units/sections (such as the hydrocarbons steam reforming unit, the FT-GTL unit and the CO2 capture unit) to the present petroleum refining units for the production of only synthetic liquid fuels (gasoline, kerosene, diesel, etc.). Operationally, it retains all the activities performed in the conventional petroleum crude oil refinery, but instead of loading the products into the storage tanks as end products, it is routed to the steam reforming unit to convert it to hydrogen (H2) and carbon monoxide (CO) mixture/combination known as synthesis gas (syngas), which becomes the feedstock for the FT-GTL process unit. Furthermore, the vast sources of methane {natural gas reserves-associated and non-associated, as well as substitute natural gas/synthetic natural gas (SNG) from gas in tight sands and shale’s, coal seams (coal-bed-methane), oil shale, geo-pressured reservoirs, volcanoes, anaerobic bacteria decomposition of vegetable matter under water, wetland, landfills and atmospheric methane, etc.}, [3, 12, 13], can be a corollary processing feedstock raw material for the FT-GTL process unit i.e. additional abundant categories of concurrent FT-GTL process raw material.
The process could be termed Clean petroleum refinery (CPR) a.k.a. Synfuels petroleum refinery (SPR), which leads the world to the fully “Synfuels age” and enable the continued use of fossil energy to help the growing demand in energy thereby achieve the intertwined pressing global challenges goals of economic growth, environmental conservation, and energy security (3E).
Present Petroleum Crude Oil Refining Technique
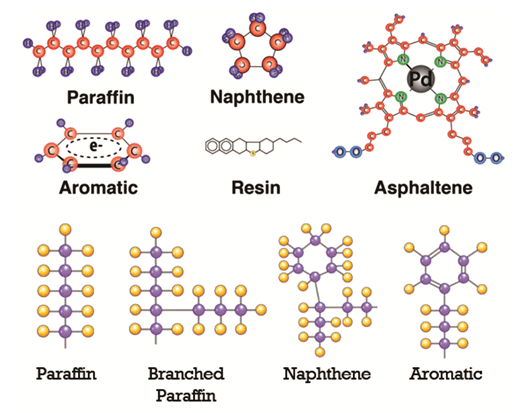
Crude oil petroleum is a naturally occurring, brownish- green to black liquid found underground or underwater in geologic formations/fields beneath the Earth’s surface or water surface. Although they may appear to be the same, no two petroleum occurring in different reservoirs are exactly alike, for each consists of mixtures of countless different hydrocarbons (including alkanes/paraffin, cycloalkanes/ naphthenes, aromatic, or more complicated chemicals like asphaltenes and sulfur, nitrogen, oxygen, phosphorous as trace elements or impurities), each has different characters and qualities in the basic elements, which define its physical and chemical properties, like color and viscosity [3]. Principally, it can be divided into four groups according to their percentage of hydrocarbons of the three series {paraffinic-(normal-paraffin/alkane series or iso-paraffin/ branched – chain paraffins series); naphthenic- naphthene/ cyclo-paraffin series and aromatic/benzene series), (Figure 2).
1. The paraffin base crude usually possesses low percentage of sulfur.
2. Naphthenic base crudes (Nigerian, Venezuela, etc) are often rich in sulfur.
3. Aromatic base crude are quite scarce with respect to the other types, but are produced in certain areas of Iran, Russia and Mexico. Asphalts are solid to semisolids with high boiling point and high molecular weight. They are made up of cyclic hydrocarbons with substantial amount of sulfur, nitrogen and oxygen contents.
4. Mixed base crude represent about 75% of the total production in the world; among them are the majority of the Middle East crudes.
Hence, the crude oil petroleum refinery (also referred to as oil refinery) is an industrial complex that involves many different processing units and auxiliary facilities that are used to transform/refine crude oil petroleum of all categories into everyday desirable useful products. The complex process involves both chemical reactions and physical separations.
Refineries fall into three broad categories Topping plant, Asphalt plants and Cracking refinery plants: The simplest is the topping plant, which consists only of a distillation unit and probably a catalytic reformer to provide octane. Yields from this plant would most closely reflect the natural yields from the crude processed. Typically only condensate or light sweet crude would be processed at this type of facility [14].
Asphalt plants are topping refineries that run on heavy crude oil because they are only interested in processing asphalt.
Cracking refinery plants operates with the addition of a fluid catalytic cracking unit (FCCU) or Coker or a hydrocracker. This refinery takes the gas oil portion from the crude distillation unit (a stream heavier than diesel fuel, but lighter than HFO) and breaks it down further into gasoline and distillate components using catalysts, high temperature and / or pressure. Furthermore, it processes residual fuel, the heaviest material from the crude unit and thermally cracks it into lighter product in a Coker or a hydrocracker. Also hydro-cracking is a process used to remove sulfur from finished products. Refineries that have large hydro- cracking capability have the ability to process crude oil with higher sulfur content. Whereas the simplest refineries are usually limited to atmospheric and vacuum distillation, integrated refineries incorporate fractionation, conversion, treatment and blending with lubricant, heavy fuels and asphalt manufacturing; they may also include petrochemical processing.
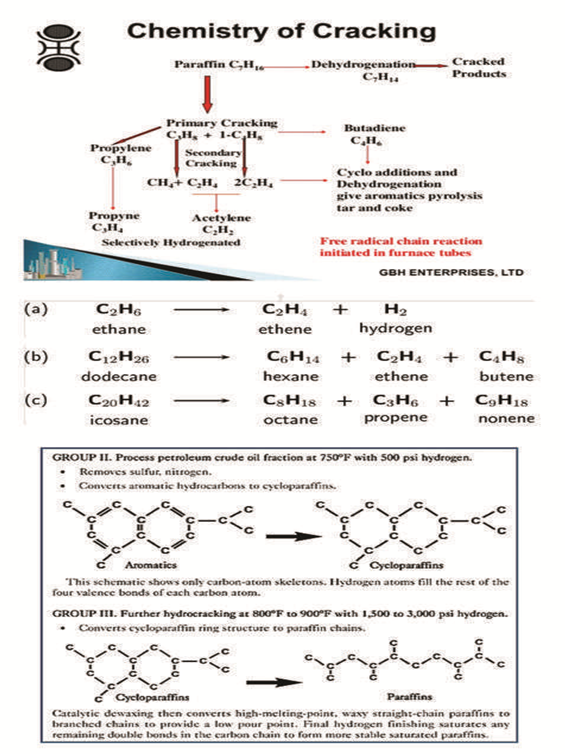
Basically, there are three steps in the conventional petroleum refining process – Separation, Conversion, and Treatment. The process begins with the distillation, or fractionation, of crude oils into separate hydrocarbon groups. The operation of the crude oil distillation unit (CDU) often referred to as the ‘atmospheric distillation unit’ (because it operates at slightly above atmospheric pressure), is based on the fact that some of the compounds in crude oil are volatile (easily vaporized) due to their low boiling points and others are less volatile and have higher boiling points. The crude oil is desalted and sent through a furnace where it is first heated to about 400oC (750oF) so that all the components are partially vaporized and then passed into the CDU at the bottom. In the fractionating column, more heat is applied and concentrated at the bottom to fully vaporize the hydrocarbons. As the fully vaporized hydrocarbons travel upward in the column to the top below room temperature (20°C or 68°F), they will cool until they condense back into a liquid form. It would be impossible to isolate every molecule and make finished products from each molecule. For convenience, mixtures of hydrocarbon compounds/molecules with similar properties are isolated and condensed to liquids at their various boiling points (i.e. are sorted or separated into various batches/ fractions of different appropriate boiling temperature ranges). Those with high boiling points will not move far up the column, whereas those with low boiling points will move towards the top, before cooling considerably for condensation. These fractions can be differentiated from one another by their different volatility, odor, texture and their relative ease to ignition and burning. The fractions are collected in horizontal trays at different heights on the column. Each of which can then be processed further in the other refinery processing units (through cracking, reforming and other conversion processes) to yield the desired products i.e. redistilled to improve purity and then further treated to obtain different liquid fuels and petrochemicals. Thus, these initial products (separate hydrocarbon groups) are subsequently subjected to various treatments and separation processes, such as solvent extraction to get other new products, while impurities are removed by other various methods such as dehydration, desalting, hydro-treating and sweetening (e.g. sulfur removal), in order to produce further finished products [15]. Cracking is the process whereby the chemical structure of heavier hydrocarbons (long-chain of hydrocarbons or of petroleum fractions) are changed/split, by heating under pressure (thermal cracking) or by heating in the presence of catalyst (catalytic cracking), into two or more lighter (short- chain) hydrocarbon molecules (e.g. C14 H30 → C7H16 + C7 H14). This reaction indicates the decomposition of tetra decane, a constituent of kerosene into heptane and heptene, then to other products, Figure 3.
Reforming is the process whereby the chemical structures of lighter hydrocarbons are changed/re-combined, by heating under pressure (thermal reforming) or by heating in the presence of catalyst (catalytic reforming). Thus, cracking in-tells breaking down large, heavy hydrocarbon molecules, while reforming in-tells reshaping (isomerization process i.e. changing a compound into its isomers e.g. improving gasoline quality from low- grade to premium/best – grade) or rebuilding light hydrocarbon molecules (C1-C4) to form larger/heavier hydrocarbon molecules (C5-C10 and heavier).
Notably, since the composition of the various crude oil petroleum from different parts of the world and different reservoirs varies, refineries are designed to process either the light sweet crude oil petroleum or process heavy crudes; hence the compositions of the fractions thus collected also vary according to the source. The typical gasoline consists of a mixture of paraffins (alkanes), cycloalkanes (naphthenes), and olefins (alkenes), diesel is composed of about 75% saturated hydrocarbons {primarily paraffins including (normal & iso), and cycloparaffins}, and 25% aromatic hydrocarbons (including naphthalenes and alkylbenzenes) [16, 17, 18]. Figure 4a compares the different product yield for 3 typical types of crude oil petroleum processed in a simple distillation refinery, while Figure 4b shows a sample distillation curve.
![Figure 4: (a) Comparison of 3 typical types of crude oil processed in a simple distillation refinery. (b) A typical sample distillation curve of crude oil refinery products [19].](/fulltextimages/9777/fig_4.png)
The overall commercial petroleum products yields, from simple refineries Figure 5 and integrated refineries Figure 6 are summarized as follows:
- The very lightest fraction, taken off at the top of the column, which remains as vapor is technically called refinery gases. It contains considerable quantities of gases consisting mainly of hydrogen, methane, ethane, ethene, propane, propene, the butanes, and the butenes. Also it is referred to as petroleum gas due to the dominant C1-C4 (methane, ethane, propane and butane) components in the stream. While the C1 and C2 are usually burnt as ‘fuel gas’ for refinery heaters/furnances or converted to liquefied natural gas ‘LNG’, C3 and C4 are converted to liquefied petroleum gas ‘LPG’ and sold in high pressure gas cylinders or tanks for lighting and heating (cooking gas) purposes in homes and in science laboratories. They are also used for synthesizing large number of compounds e.g. methanol, butadiene etc. and as high-pressure solvent. In addition butane is used in the production of high – grade petrol. Actually there are two butanes, normal butane containing a straight chain of carbon atoms, and iso-butane which has a branched carbon chain. It is this isomer which is used in making special petrol (see section 5.1.4 below). In general, these simple hydrocarbons, especially the alkenes (ethene, propene) and ethyne, constitute most of the essential raw materials for the petrochemical and chemical industries [20].
- The smallest/lowest boiling fraction of the condensed liquid is a complex mixture containing C5-C11 volatile hydrocarbons such as pentane, hexane, heptane, octane and nonane, hydrocarbons which distilled off between
20oC-70oC (or 70oF to 106oF) and 70 oC-160oC (or 160oF to 320oF) are known as gasoline (petrol), and naphtha’s/ benzine (used in the chemical industry), respectively. They are used to run cars and as solvent for grease, paints and stains.
- NOTE: That benzine is another term for the liquid naphtha’s which are used as cleaning fluids. Thus should not be confused with the aromatic hydrocarbon benzene, C6H6.
- The next slightly heavier distilled fraction is kerosene (paraffin oil) which consists of the C12-C15 hydrocarbons boiling between 160oC-250oC (or 320oF to 480oF). It is used in kerosene lamps and stove, and as fuel in jet engines, aero-planes and tractors.
- Condensing heavier again is diesel oil (light oil and heavy oil)/heating oil/fuel oils/gas oil which comprise the C14-C18 hydrocarbons boiling between 250oC-350oC (or 480oF to 660oF). It is used in diesel engines of trains, Lorries, tractors, and for central heating and raw material in the cracking process.
- The next heavier distillate is lubricants/grease/waxes which consist of the hydrocarbon compounds with C26-C40, which boil at 301°C-400°C (or 575°F to 750°F). It is used as lubricant for moving parts of machine and engines and also for making Vaseline or petroleum jelly, grease ointments, cosmetics and creams. The paraffin wax is used for making candles and polish [21, 22].
- The heaviest and largest of the hydrocarbons (40-plus carbon atoms) is residue/bitumen/asphalt drawn off from the base of the fractionating column as soon as they enter the column. This is a complex mixture of non- soluble solids made of polycyclic hydrocarbons [23]. It is used as a roofing material and in road surfacing as a protective coating. If the residue which remains after distillation is a wax-like solid consisting largely of paraffin hydrocarbons the crude is designated as paraffin base. If the residue is a black pitch-like solid the crude is called asphalt base. Often a clear-cut distinction cannot be made and the crude is described as being mixed base oil.
![Figure 5: Commercial petroleum products yield from crude oil distillation unit (CDU) [24].](/fulltextimages/9777/fig_5.png)
![Figure 6: Sample configuration process of the integrated refinery that incorporates fractionation, conversion, treatment [25,26].](/fulltextimages/9777/fig_6.png)
Derived Auxiliary Products from the Primary Refinery Straight Cut Products
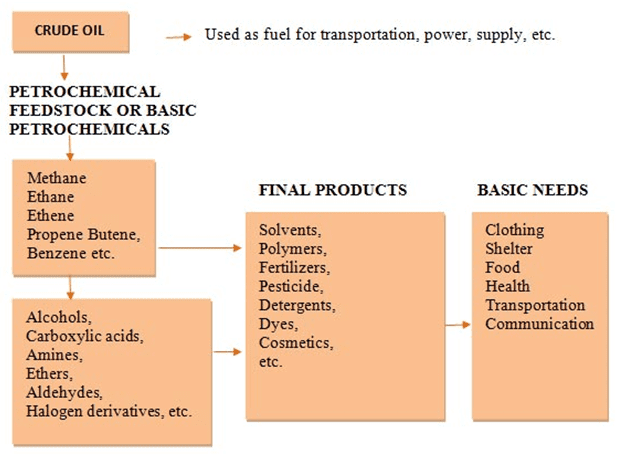
Figure 7, depicts the two broad uses of the refined petroleum crude oil i.e. transportation/power generation and basic petrochemical feedstock for numerous industries. Figure 8 shows samples of the straight cut products from the crude oil petroleum refinery and Figure 9 shows some few everyday use products made from refined crude oil petroleum.
![Figure 8: Samples of the straight cut products from the petroleum crude oil refinery [27].](/fulltextimages/9777/fig_8.png)
![Figure 9: Sample of some few everyday use products made from refined petroleum crude oil [28].](/fulltextimages/9777/fig_9.png)
Thus, apart from the common petroleum straight cut products such as LPG, Gasoline, Naphtha, kerosene, Diesel/ Gasoil, Fuel Oil, Bitumen, etc, there are lots of incredible petroleum and petrochemicals products used in different commercial chemical industries to produce hundreds of finished specific chemicals for the pharmaceutical (drugs e.g. aspirin, antihistamines, antibiotics, anesthetics, tranquilizers- antipsychotic, vitamin capsules, etc.), medical equipment, food, food preservatives, dentures, flavors, fragrances, cosmetic (shampoos, perfumes, lipstick, etc.), agricultural, textiles, printing, plastics of all descriptions, toiletries, soaps and detergents, solvents, fertilizer (ammonia), pesticides, explosives, paints, films fiber, synthetic (artificial) fibers and rubbers, epoxy resins, varnishes, glues, adhesives, lubricants, flooring and insulating materials, and products as diverse as luggage, boats parts, automobiles parts, aircraft parts, polyester clothes, recording discs, tapes, bicycle tires, fishing lures, petroleum jelly, chewing gums, credit cards, trainers, major components and accessories of the smart-phones, wind and solar energy assembly, and so on [15, 29].
Fundamentally, the traditional materials produced from metal, glass, leather etc used in the home and in the building, engineering, automobile, aviation, electric and electronic industries etc are increasingly being replaced by molded, extruded, machined and reticulated articles and materials from petrochemicals (such as ethylene, propylene, Butene-1, ethylene oxide, polypropylene, polyethylene, ethylene glycol, terephtalic acid, isopropanol, ethanol amines (Mono, Di, Tri), carbon black etc.). Evidently, they have already penetrated virtually all the material markets such as the agricultural, pharmaceutical, chemical, medical, building, automotive, electrical, synthetic fibers, synthetic rubber, cleaning agents, the food markets, plastics and resins, etc. [15]. In practical terms, endless variety of both the aromatic compounds and the aliphatic compounds are formed by either replacing the hydrogen atoms of the benzene with other functional groups or replacing the hydrogen atoms in any of the basic structure/non-benzene rings with other functional groups, Figure 10. Most of the compounds formed are polymers created by the polymerization processes of monomers and monomer precursors, which are ultimately used to produce gels, lubricants, elastomers, plastics and fibers etc.
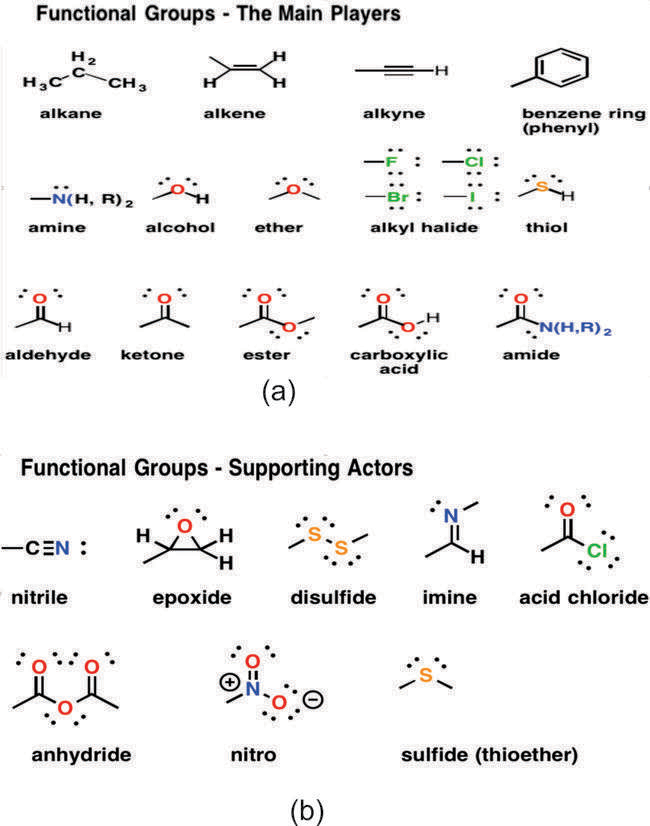
A functional group is a reactive portion of a molecule that undergoes predictable reactions [30]. Functional groups are specific groups of atoms within molecules that impact specific unique characteristic properties on the molecule regardless of the other atoms present in a molecule. Compounds with the same functional group undergo similar chemical reactions [31, 32]. For molecules with two or more functional group, the properties of the compound will be the sum of the properties of the different functional group if the distance between them in the compound is enough to allow each operate fully with no interference or noticeable modification by the other(s) adjoining functional group(s). On the other hand, carbon black is mainly used as reinforcing filler in tires and other rubber products. In plastics, paints, and inks, it is used as a color such as newspaper inks, printing inks, India inks, as black pigment for inkjet ink or toners, resin coloring. Resins with carbon black are used in automobile bumpers, wire coverings and steel pipe linings which require weather resistance in particular. Furthermore, carbon black is used in various other applications as an electric conductive agent, including antistatic films (fuel caps and fuel-introducing pipes of automobiles), fibers, and floppy disks. Because it provides stable resistance, it is also used in electronic equipment related material in various display components, magnetic recording materials, and OA rolls. Also, carbon black with various combined functions for special applications can be developed (Mitsubishi Chemical Corporation) under very rigorous laboratory analytical procedures using organic solvents and high temperatures organic contaminants such as polycyclic aromatic hydrocarbons (PAHs) [2, 33].
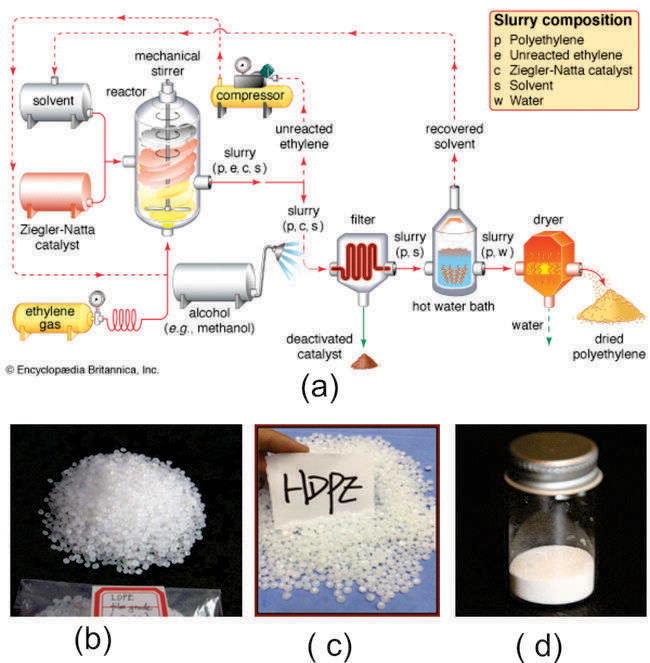
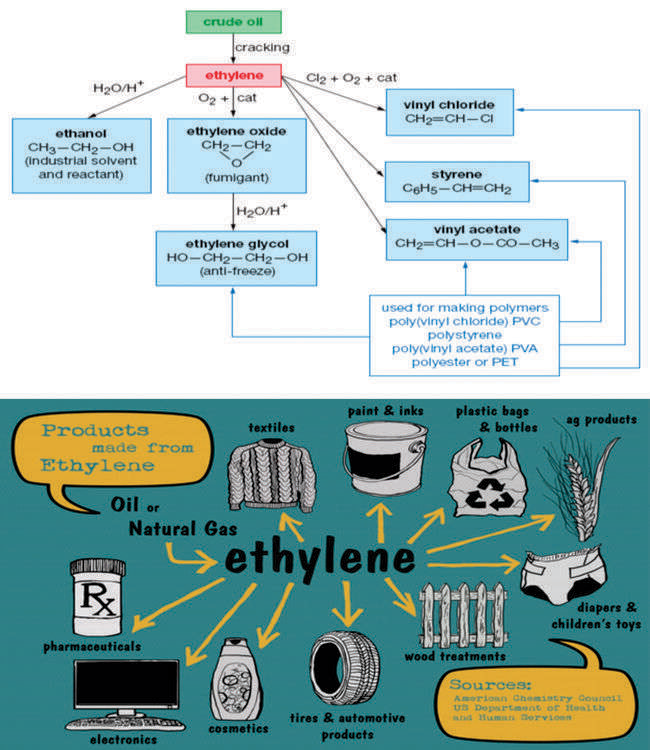
Again, although petrochemicals as derived from the five sources {Olefins/acetylene, aromatics, chemical functional groups, synthesis gas (syngas) and carbon black}, is used directly by many industries, many more giant industries, rely on polymerization reactions of various petrochemicals, to produce their useful end products. Polymerization is the process of linking together many similar simple units (or bricks) to form larger, more complex molecules. It takes place only in molecules containing double or triple bonds and is usually dependent upon temperature, pressure and the presence of a suitable catalyst. The two types of polymerization reactions are addition reactions and condensation reactions. Addition reaction occur when smaller molecules/compounds (monomers) join together to make larger ones (polymers) e.g. production of polyethene from ethylene, while condensation reaction [34, 35] occur when two molecules combine to form a larger molecule (water can be generated during this reaction) e.g. production of polyethylene terephthalate (PET) and water from the reaction of alcohol and organic acid. For instance, ethylene or propylene are polymerized into larger molecules, to make polyethylene or polypropylene purified powder, which is subsequently blended to form pellets, the major raw material for the production plastics of all descriptions, (Figures 11 & 12).
Next, polycyclic aromatic hydrocarbons (PAHs) are formed by fusing together two or more benzene ring edge -to- edge, such that neighboring benzene rings share two carbon atoms. Naphthalene (C10H8) is a white crystalline solid with two benzene rings joined side-by-side and is used as moth balls/repellant, while Anthracene (C14H10) is crystalline fluoresent solid with three benzene rings joined side -by-side , used to prepare dyes. Presently Chemists have discovered or made well over ten million compounds composed of carbon with hydrogen, oxygen and nitrogen [32, 36] and more than 95% of the total world production of organic chemicals is from petroleum. Hence it will not be over exaggeration to say that more than 60% of the items found in every household room, office rooms and within the environment, including what we wear and eat at any time are derived from fossil petroleum.
From the foregoing possible numerous products (with functional groups, carbon black, polymerization reactions, polycyclic aromatic hydrocarbons “PAHs”, and syngas reactions), it means that the limit in the number of producible petrochemicals from fossil petroleum (crude oil and natural gas), the diversity of products and the extension of their application has by no means been reached. Through advanced technology and practical research, new products (constantly growing number of commercially manufactured products from petrochemical/chemical plants) will continue to be added to the long list of those recovered or made from natural gas, with a continually widening range of consumer applications. Hence, it becomes obvious that the world will never stop using fossil energy resource. That is we are not going to transition out of crude oil and natural gas, rather we will transition away from emissions i.e. producing these products in a way that has lower and lower emissions. Even the enthusiast of zero emission vehicles will need roads to drive the cars, which means that we need to produce bitumen. Similarly, the enthusiast for alternative electricity via wind turbines and solar panel (photovoltaic and thermal, PV/T collectors) will need lubricants for the gearboxes and generators mounted inside the turbines and various petrochemical products to fabricate panels and inverters, as well as their installation and connection cables, batteries, and other gadgets. Thus, if we can produce bitumen, lubricants and other petrochemicals with lower and lower emission it will be a win situation for everybody. Win for the environment, win for the economy, and win for the affordability and a win for the environmentalist.
NOTE: With the exception of the bio-refinery concept Figure 13, there is no other alternative to achieve all the above for mankind, the only option therefore, is to advance the crude oil petroleum refining to the synthetic end products via the synergy of the existing crude oil refinery configuration and the FT-synthesis process. It will be very cheaper than producing blue hydrogen, green hydrogen, brown hydrogen or grey hydrogen “blue and green ammonia” and other possible alternatives because more than 50% of the required infrastructures are already in-place at the existing crude oil petroleum refinery locations. At best the other alternatives can only augment in some of the services or products. It is expected that the proposed petroleum crude oil refinery upgrade reconfiguration will directly capture and reduce CO2 emission by about 80% for all its straight-cut ultra-clean distillation products (combustion and non- combustion fractions).
![Figure 13: Comparison of the products from petroleum refinery and renewable biomass refinery [37].](/fulltextimages/9777/fig_13.png)
Present Synfuels Plants Process Technique
Synthetic liquid hydrocarbons fuels a.k.a. Synfuels can be produced from substitute/synthetic natural gas (S.N.G.) otherwise known as syngas (mixture of carbon monoxide and hydrogen) derived from virtually any hydrocarbon feedstock/source e.g. fossil fuels ( such as coal , crude oil, shale oil/ oil shale, tar sands), biocrops/biomass (plants and plant- derived substance waste), or other recyclable material (garbage, human and animal waste), by reaction with steam or oxygen or by reforming of natural gas i.e. methane [38, 39]. In practice, Synfuels are either produced by direct conversion of the source substance into liquid transportation fuels, or indirect conversion, in which the source substance is converted initially into syngas (derived from gasification of solid feedstock’s such as coal or biomass or by reforming of natural gas), which then goes through additional conversion process to become liquid fuels. This definition of synthetic fuel also enables unconventional crude oil (oil sands and oil shale) to be considered as synthetic fuel sources, and in addition to liquid fuels, synthesized gaseous fuels (unconventional gas-tight gas, shale gas, coal-bed methane etc.) are also considered to be synthetic fuels. Similarly by extension, clean solid fuels produced by conversion of coal, oil shale or tar sands, and various forms of biomass, can be included [40, 41, 42].
Hence, the traditional/direct methods for the conversion of solid feedstock’s to Synfuels are carbonization and pyrolysis, hydrogenation, and thermal dissolution, which initially yield fuel oils (syncrude), that is further processed to become liquid fuels, Figure 14, such as diesel or gasoline. This investigation will focus on the indirect conversion by reforming of saturated hydrocarbons liquid products of the crude oil petroleum refineries.
![Figure 14: Syncrudes distillation process techniques [43].](/fulltextimages/9777/fig_14.png)
Synfuels Production via Indirect Conversion of Source Substance to Syngas
The term gas-to-liquid (GTL) refers to a small number of technologies designed to convert natural gas or other gaseous hydrocarbons such as gasified coal, gasified biomass into longer-chain hydrocarbon liquid synthetic fuels ( such as diesel, gasoline, naphtha, kerosene, diesel etc) or chemical liquids {methanol, ammonia, refinery hydrogen, dimethylether (DME), ethanol and other alcohols} either via direct conversion using non-catalytic processes that convert methane to methanol in a one step or indirect conversion via syngas as an intermediate, such as Fischer-Tropsch (FT) method, Mobil process, and the syngas to gasoline plus (STG+) process [44], as alternatives to the traditional refining of crude and other natural gas commercialization routes such as liquefied natural gas (LNG), liquefied petroleum gas (LPG). Technically, depending on the source raw material, the synthetic liquid hydrocarbons fuels technology is distinguished as gas-to-liquids (GTL) for the processes that chemically convert natural gas into liquids; coal-to-liquids (CTL) when coal is converted into liquid fuel by ‘ combined gasification to syngas and liquefaction processes’; biomass- to-liquids (BTL) or bitumen from oil sands to liquids (OTL), also through combined gasification to syngas and liquefaction processes’. No matter the source material, once a mixture of CO and H2 is manufactured (either by gasification or reforming methane), with help from a catalyst, the syngas is transformed into waxy hydrocarbons (synthetic lubrication oil), which in turn can be cracked into smaller (synthetic fuels), such as diesel- like fuel molecules or sustainable aviation fuel ‘SAF’ (an aviation biofuel or bio-jet-fuel or bio- aviation fuel ‘BAF’ used to power aircraft). Unlike methane, syngas is very reactive and can be converted by a wide range of processes (reforming process) into a variety of useful chemicals and materials, (Figure 15).
Most, newer designs of GTL, plants are specialty plant (specifically targeted at either chemicals, blend stocks, super/ ultra clean synthetic transportation fuels (maximizing yields of middle distillates notably kerosene, diesel and gas oil) and some lower distillates (i.e. motor gasoline), waxes, et cetera. Importantly also, some plants includes a self-contained power generation capability, ensuring that the plant is a stand –alone facility, not requiring any outside utility or infrastructure support. Thus each plant makes GTLs + electricity + water, all directly from natural gas (methane) or syngas, in the fully integrated, skid-mounted, self-contained, portable and automated micro-GTL processing plant. Also some are modularized into multi-unit applications so that it can be sized to fit the customer’s needs, with facilities that can be easily expanded or downsized as feedstock supplies (methane or syngas) grow or decline [45].
Operationally, this Synfuels production process consists of three technological separate stages, the synthesis gas generation (manufacture); syngas conversion (methanol or FT synthesis facilities) and the upgrading process. (a) In the first step carbon feedstock is reacted with oxygen and steam inside of gasifier/reformer to generate a mixture of hydrogen and carbon monoxide (H2 + CO) called syngas, which can be used in many processes like fertilizer, methanol and specialty chemical production. In addition, this step generates waste heat which could produce steam-derived electricity in IGCC power plants as side-product of the process, thereby increasing the overall energy efficiency and helping to offset the large cost of the equipment. (b) The second step, converts the syngas (synthesis gas) into liquid hydrocarbons using a catalyst at high pressure. In this stage, a liquid is formed which looks and feels like wax at room temperature. That is it undergoes reformation, to long chain carbon hydrogen molecules, named wax or paraffin. (c) The final stage is cracking and isomerisation, which “tailors” the molecule chains into products with desired properties, similar to crude oil refining. That is these long chain molecules are split into shorter-length hydrocarbon molecules to yields high-quality liquids such as LPG, gasoline, naphtha, diesel, kerosene and lubricant oil, etc [46].
Hence, the GTL plant is not based on just one technology but brings together several technologies on a large scale. These technologies include:
- Gas processing
- Industrial gas production
- Syngas generation
- Catalytic reactors
- Refining
- Power generation
- Effluent treatment Synthesis Gas Generation (Manufacture): The Three commercialized technologies for syngas manufacture/ production from saturated hydrocarbons, Figure 16 are: (i) Steam Reforming (SR) a.k.a. Steam Methane Reforming (SMR), (ii) Partial Oxidation (POX) or non- Catalytic Reforming, (iii) Auto-thermal Reforming (ATR). All industrial plants use either variants or combinations of these.
- In steam methane reforming (SMR), saturated hydrocarbons (alkanes) and steam are converted to syngas (with a typical H2/CO ratio of 3:1 to 5:1) by the following reactions: CnHm + nH2O → {n + (m/2 )} H2 + nCO (1) CO + H2O → CO2 + H2 (2) The first reaction is the reforming reaction, and the second reaction is the water gas shift reaction. Both reactions produce hydrogen and are both limited by thermodynamic equilibrium. The exit equilibrium temperature from the reformer is typically in the range of 1500°F to 1700°F (or 815.5oC to 926.7oC). The net reaction is highly endothermic, requiring significant heat and over a nickel catalyst contained in tubes within a fire box. These reactions take place under carefully controlled external firing within the reformer furnace. The heat of reaction is supplied by burning some of the feedstock. For instance: CH4 + H20 → 3H2 + CO (endothermic + 206 KJ/ mole) (3)
- In partial oxidation (POX) of methane, natural gas and oxygen combines to produce syngas via exothermic and non catalytic reaction at high temperatures. CH4 + ½ 02 → 2H2 + CO (exothermic) (4)
- The auto-thermal reforming (ATR) is a hybrid which combines steam reforming and partial oxidation in one reaction to produce syngas. Mixtures of saturated hydrocarbons, steam, and oxygen or air are reacted adiabatically over a fixed bed of nickel catalyst. Operating temperature is higher than that of steam reforming and below that of partial oxidation. It has a higher thermal efficiency and desired H2: CO ratio.
![Figure 16: Commercialized technologies for syngas manufacture from saturated hydrocarbons [47].](/fulltextimages/9777/fig_16.png)
In general, the economics of synthetic fuel manufacture vary greatly depending the feedstock used, the precise process employed, site characteristics such as feedstock and transportation costs, and the cost of additional equipment required to control emissions. Also it requires a large amount of energy. To produce it in a sustainable way, this energy needs to come from a renewable resource, such as biomass, solar, wind, or hydro.
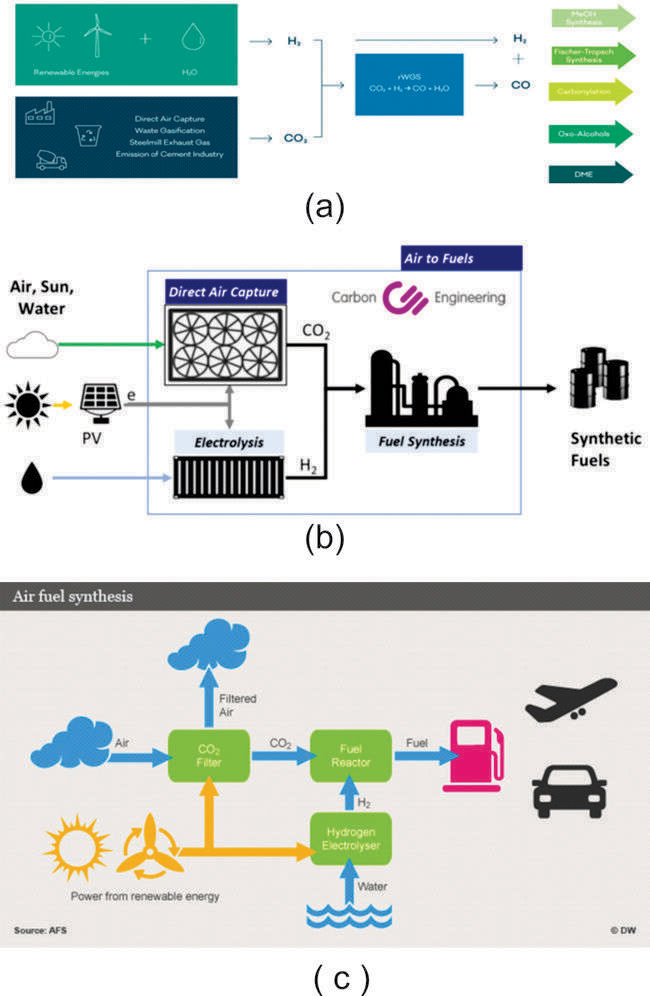
To date, three methods for the production of renewable syngas, and consequently climate-friendly synthetic fuels are known: biofuels, e-fuels, and solar fuels. The syngas is subsequently turned into liquid fuels via industrial gas- to-liquid processes. That’s why these three methods are sometimes also referred to as “Biomass-to-Liquid” (biofuels); “Power-to-Liquid” (e-fuels); and “Sun-to-Liquid” (solar fuels) respectively [48].
- The syngas for biofuels is specifically, produced from biomass {ad-hoc grown plants (i.e. energy crops such as sugar cane or corn), waste biomass e.g. waste from forestry, or algae} converted at high temperatures into syngas through pyrolysis, gasification or plasma gasification. The heat input required to drive the process is usually generated by burning a part of the biomass itself.
- The syngas for e-fuels (electrofuels) can be produced with any type of renewable electricity (such as solar, wind, or hydro power), thus they could theoretically be produced around the world. First, renewable electricity is generated, which then drives an electrolyzer that splits water in hydrogen and oxygen. Next, the hydrogen is mixed with carbon dioxide and turned into syngas via the reverse water gas shift (RWGS) reaction (CO2 + H2 → CO + H2O) – a process that is conducted at high temperatures and driven with electricity. High purity oxygen and heat are also produced during the production steps from electricity to fuel. High temperature and low temperature heat is produced in electrolysis and in the fuel synthesis reactor, respectively. The heat can, for example, be feed into a district heating system, and the oxygen can be used in industrial processes or at hospitals.
- The syngas for the solar fuels are produced with solar heat (that drives a thermo-chemical reactor). In the reactor, carbon dioxide and water are converted into syngas. The solar heat generated during the day can be stored by inexpensive thermal energy storage to enable round-the-clock production of fuels. Storage makes solar fuel plants self-sufficient and independent from any grid, giving them the potential to be scaled quickly and broadly. Similarly, high purity oxygen and heat are also produced during the production steps from solar heat to solar fuels.
Whereas it takes nature over millions of years to produce natural petroleum fossil fuel, these various artificial/ synthetic fuels (carbon-neutral synthetic fuels) are produced in real-time from the renewable synthetic fuels operations, mostly using captured carbon dioxide or carbon monoxide from the atmosphere or an industrial process such as steel making, and synthesizing it with hydrogen obtained from water via electrolysis, (Figure 17). In the first step, a fraction of the H2 reacts with CO2 in a “reverse water gas shift” reactions to produce CO and H2O. Next, the CO combines with the remaining H2 fraction to form syngas which is use to generate Synfuels. Also it can be used to make any of petrochemical products currently derived from fossil crude oil petroleum refining and treatment.
The overall reforming technique fall into the following categories:
1 4 2 298 2 K Steam reforming CH H O CO + 3H H 49.1 kcal.mol− + ∆ =
1 4 2 2 298K Dry reforming CH CO 2CO + 2H H 59.1 kcal.mol− + ∆ =
4 2 2 3 2 Bi-reforming 3CH H O CO 4CO + 8H 4CH OH + + →
Dry reforming C2H6 + 2CO2 → 4CO + 3H2 Bi- reforming C2H6 + 4H2O + 4CO2 → 6CO + 7H2 Bi- reforming 3C2H6 + 8H2O +4CO2 → 10CO + 17H2 This investigation makes it possible to directly use the super heated steam (H2O), CO2 and waste heat produced during the FT- process in a chemical reactor to further generate CO/H2 mixture instead of embarking on carbon capture and water electrolysis. The high purity oxygen and heat produced in the chemical reactor is also directly used in the partial oxidation (POX) or auto-thermal reforming (ATR), units for additional production of CO/H2 mixture. Figure 18
shows how steam, CO2 and waste heat are handled in the existing FT- plants. At best the CO2 is sequestered, but mostly it is released into the atmosphere. Similarly, the super-heated steam and waste heat produced during the FT- processes have often been released in the atmosphere or rarely used in heat recovery/steam power generator.
![Figure 18: The operational configuration of the existing FT- plants [49].](/fulltextimages/9777/fig_18.png)
Syngas Conversion (methanol or FT synthesis facilities): The current three major processes that can convert synthesized natural gas to synthetic liquid fuels are:
- GTM- MTG Process: Gas to Methanol “GTM” (liquid) and further Methanol to Gasoline “MTG” via di-methyl ether (DME).
- STG + Process: Syngas to gasoline plus which builds on MTG via thermo-chemical single loop- process.
- FT- GTL Process: Gas to synthetic fuel (liquid) diesel, gasoline, naphtha via Fischer-Tropsch synthesis.
The FT-GTL process is presently the most used practical process, although conversion costs are very high due to expensive cryogenic oxygen production and the very huge cost of synthesis gas (hydrogen and carbon monoxide mixture) production, which is typically 60% of a plant cost.
NOTE: In contrast using the super heated steam (H2O), CO2, O2 and waste heat produced in-real time with this investigation approach will eliminate the high cost factor.
Fischer- Tropsch Synthesis: The Fischer-Tropsch (FT) Technology a.k.a. FT-GTL synthesis process, for the production of Synfuels via syngas is based on a complex series of reaction that use H2 to reduced CO to CH2 (or - CH2 -) groups/hydrocarbon building blocks or hydrocarbon chain extension in the presence of a catalyst which produces different compound of hydrocarbon (liquid) via polymerization of the hydrocarbon building block i.e. linked to form long chain hydrocarbon [50]. Fundamentally, the conversion of CO to alkanes involves hydrogenation of CO, the hydrogenolysis (cleavage with H2) of C–O bonds, and the formation of C–C bonds. Such reactions are assumed to proceed via initial formation of surface-bound metal carbonyls. The CO ligand is speculated to undergo dissociation, possibly into oxide and carbide ligands. Other potential intermediates are various C1 fragments including formyl (CHO), hydroxycarbene (HCOH), hydroxymethyl (CH2OH), methyl (CH3), methylene (CH2), methylidyne (CH), and hydroxymethylidyne (COH). Of all, the ones that are critical to the production of liquid fuels are reactions that form C–C bonds, figure 19, such as migratory insertion. Many related stoichiometric reactions have been simulated on discrete metal clusters.
Basically, the product direction involves dissociation (splitting) carbon monoxide CO into C and O, after which C- atoms hydrogenate to CHx species and subsequently couple to longer hydrocarbon as follows:
(i) C + H CH CH + H CH2 CH2 + H CH3 (ii) O + H OH OH + H2 H2O H2O + CO H2 + CO2 (iii) 2CO → CO2+ C This is responsible for the deposition of carbon in the reactor tubes.
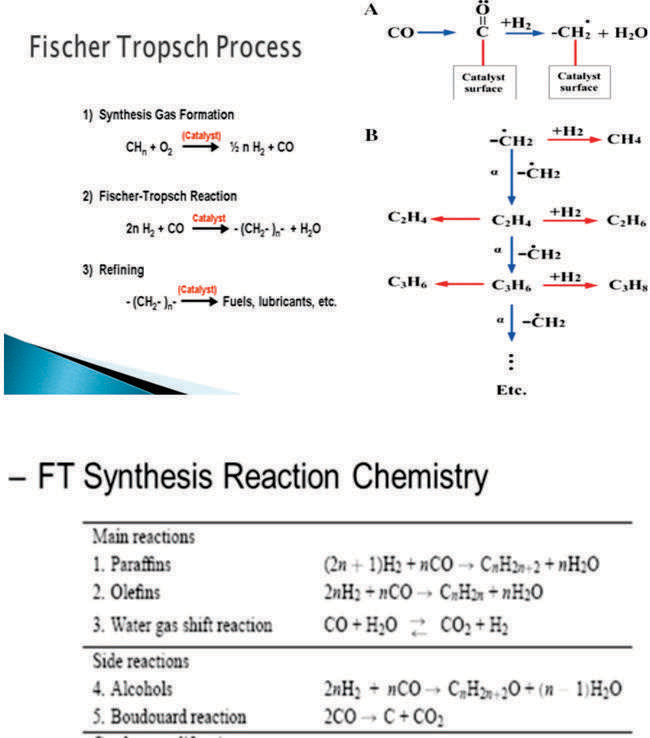
Essentially the FT Synthesis is a bond forming exothermic reaction (in which about 20% of the chemical energy is released as heat). The remaining chemical energy is retained in the hydrocarbon distribution such as liquids, methane, alkanes (C1 - C100), alkenes (n > 2), alcohols (oxygenated products- oxygen containing compounds), chemicals, waxes et cetera. Generally, the temperature, pressure, with the help of selectivity catalysts, targeted at market demand, determine the direction of the three chain growth reactions occurring at the same time with syngas. The reactions which hide the mechanistic complexity can be described by chemical equations of the form.
CO(g) + 2H2(g) → (CH2)n(l) + H2O(g) + heat (5) Formation of alkanes (paraffins) nCO + (2n + 1) H2 → Cn H2n+2 +nH2O + heat. (6)
Formation of alkenes (Olefins) nCO +2nH2 → CnH2n + nH2O + heat (7) Formation of oxygenates: alcohols or other oxygen containing compounds nCO + 2nH2 → Cn H2n+1 OH + (n-1) (H2O) + heat (8) Carbon dioxide is also frequently formed from the secondary reaction. The water produced in this reaction combines with CO in the water gas shift reaction to form H2 and CO2 CO(g) + H2O(g) → CO2(g) + H2(g) (2 above) This latter reaction is known as “water gas shift” reactions; hence the Fischer-Tropsch reaction is also described by the following equation 2CO(g) + H2(g) → ( - CH2 - )n(l) + CO2(g) (9) Selectivity of catalyst (selectivity catalyst) have the ability to direct the reaction to yield particular products (excluding others), and it can be controlled in several ways, such as, by structural, chemical, electronic, compositional, kinetic and energy consideration [51, 52]. Usually, in practice, some plants are aimed at producing gasoline (petrol) while others aim at maximizing the yield of middle distillates, notably kerosene and diesel (gas oil), depending on market demand. We distinguish between two major commercial FT processes: (a) Low temperature F-T (LTFT), which operates at around 220-270oC (428-518oF) and 20 bar (290 psi), using either tubular or slurry bed reactor to produce large fraction heavy waxy hydrocarbons which can be converted into high quality middle distillates of clean diesel, kerosene and naphtha. (b) High temperature F-T (HTFT), which operates at around 300-350oC (572-662oF) and 20 bar (290 psi), using fluidized bed reactor to produce light syncrude and olefins which can be converted into high quality middle distillates diesel and some lower distillate petrol (motor gasoline) fuels. Upgrading Process: The upgrading process is used to improve liquid fuel selectivity and quality of the specific products. It involves converting the heavier FT syncrude products (paraffins, olefins and oxygenates), to a range of final products comprising light hydrocarbons (C1 and C2), LPG (C3 and C4), ultra- clean naphtha/gasoline (C5 –C11), ultra- clean kerosene/diesel (C12 –C20) and wax (>C20) fractions, high quality lubes and white oils, linear alpha olefins using conventional refinery processes such as distillate hydro- cracking, catalytic reforming, oligomerization of the C3 to C6 olefins, hydro-cracking of the waxes, hydrogenation, isomerization and fractionation with 98% efficiency. Other possible end products includes methanol, dimethylether (DME), alcohols, with water and carbon dioxide produced as by-product. The high alcohol C1 –C10 can act as additive to gasoline or as an alternative to fuels, the waxy portion could be converted to lubricant, drilling fluids waxes and other high value specialty products.
For instance, a much higher yield of diesel can be achieved when wax is hydro-cracked, which requires additional hydrogen, usually produced from a syngas side- stream that is completely shifted to hydrogen via the water- gas-shift (WGS) reaction (CO + H2O → CO2 + H2).
On the other hand, naphtha fraction may be further upgraded to gasoline with catalytic reforming or alternatively, the naphtha could be used as steam cracker for olefins production.
Notably, C5H12 could be produced through any of the following catalytic selectivity radical’s combination reactions: CH2 + CH2 + CH2 + CH2 + CH2 + H2 → C5H12 CH3 + CH2 + CH2 + CH2 + CH3 → C5H12 H + CH2 + CH2 + CH2 + CH2 + CH2 + H → C5H12 While in subsequent reaction, referred to as catalytic hydrogenation, hydrogen molecules split apart and add across the double bonds of unsaturated alkene hydrocarbons, converting it to fully saturated alkane hydrocarbons (in the presence of catalyst such as nickel, palladium or platinum).
Ni, Catalyst 2 2 2 3 3 CH =CH + H CH CH →
Ni, Catalyst 3 2 2 3 2 3 CH CH=CH + H CH CH CH →
Furthermore, the unsaturated alkene hydrocarbons molecules usually add to themselves at normal condition, under the influence of certain catalysts (e.g. concentrated sulfuric acid), to form very long chain molecules in a process referred to as polymerization. By varying the polymerization conditions, the amount of chain branching and the length of the chain can be varied, hence the desired product {nCH2=CH2 → [CH2=CH2] n}. For example: the process can be used to re-act butenes (olefin molecules with four carbon atoms) with iso-butane (branched paraffin molecules, or isoparaffins with four carbon atoms) to obtain a high octane (with eight carbon atoms) olefinic petrol blending component called polymer gasoline.
Comparison of Conventional Fuel and FT-GTL Synthetic Fuel: Based on the composition of the crude oil petroleum (which contains hydrocarbons and trace elements/metals) [53], ideally regular crude oil petroleum refinery products will contain trace quantities of N2 S, O2 which yields the same on combustion. On the other hand FT-GTL synthetic products contain only carbon and hydrogen and yield products with no trace quantities of N2 S, O2. It releases very low CO2 (g) and steam H2O (g) on combustion.
Typical samples of convention petroleum crude oil diesel fuel and the FT-GTL synthetic diesel fuel placed side- by-side, Figure 20 shows FT-GTL synthetic diesel fuel is extremely clear (as clear as water), because it is totally free of the sulfur, nitrogen, metals, asphaltenes, and aromatics that are normally found in the convention petroleum crude oil products. The “cleanness” of these FT-GTL synthetic fuels is further demonstrated by the fact that they are sufficiently non-toxic and environmentally benign as to be considered biodegradable.
![Figure 20: Side-by-side comparison of FT synthetic diesel fuel and convention petroleum crude oil diesel fuel [39].](/fulltextimages/9777/fig_20.png)
Furthermore, the FT-GTL synthetic liquid fuels products out performs crude oil products, for instance:
- The F-T jet fuel (aviation fuel) has been shown in laboratory combustors and engines to reduce PM (particulate) and other aircraft emissions (such as CO2) by 96% at idle and 78% under cruise operation. “F-T fuels inherently reduce CO2 emissions because they have higher energy content per carbon content of the fuel, and the fuel is less dense than conventional jet fuel allowing aircraft to fly further on the same load of fuel”. It has also been stated that the sustainable aviation fuel (SAF) reduces emissions by approximately 80% compared to traditional petroleum crude oil, kerosene-based jet fuel.
- Similarly, synthetic motor oil offers a far superior level of efficiency and durability for an automobile’s engine in comparison to conventional motor oil. Where conventional motor oil is a derivative of petroleum crude oil, synthetic oil is composed of chemicals, and hence it can last up to three times longer than conventional motor oil and causes less damage to the engine. “Synthetic motor oils are purposefully manufactured to last longer in a car’s engine”. As opposed to the regular 5,000 mile limit of conventional motor oil, synthetic oil can last for around 12,000 to 15,000 miles. Since the composition of the oil is engine-friendly, synthetic oil has been noted to produce less resistance and residue inside the engine, withstanding a much higher degree of temperature in comparison to regular oil. This allows the car to achieve additional levels of horsepower with the same consumption of fuel”.
- Mostly, at present, for reasons of their purity, these synthetic fuels (Synfuels) are often being used to blend conventional refinery products to increase their octane rating (improve their performance). Octane rating is the measure of a fuel’s ability to resist “knocking” or “pinging” during combustion, caused by the air/fuel mixture detonating prematurely in the engine. In the U.S., unleaded gasoline typically has octane ratings of 87 (regular), 88–90 (midgrade), and 91–94 (premium). The octane rating of methanol is around 110, while for ethanol it is 108-109. Higher octane fuels are often required or recommended for engines that use a higher compression ratio and/or use supercharging or turbo-charging to force more air into the engine.
- The octane number or octane rating of petrol is a measure of the proportion of branched chain hydrocarbons to the straight chain hydrocarbons in a given blend of gasoline. Put simply, it is the percentage of iso-octane C8H10 which must be added to n-heptane, C7 H16, to cause a standard engine to operate with the same characteristics as the petrol being tested. A gasoline with octane rating of 92 is understood to contain 92% iso-octane and 8% straight chain heptanes (n-heptane). Usually, the C6-C10 hydrocarbons of the gasoline blend are present in their straight chain or branch chain isomers.
Synergy of the Petroleum Crude Oil Refinery and the FT-Synfuels Production Techniques
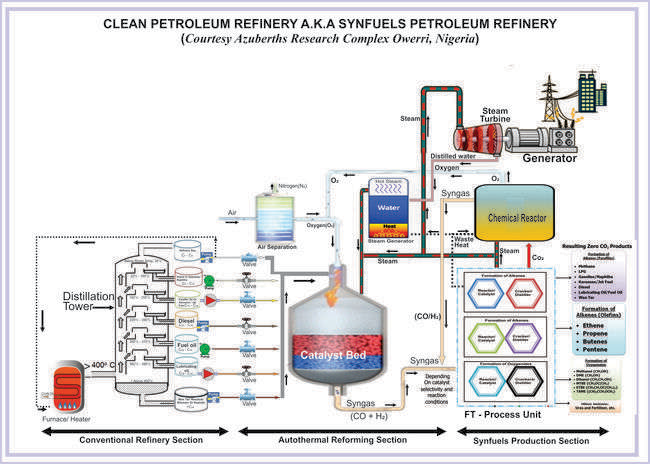
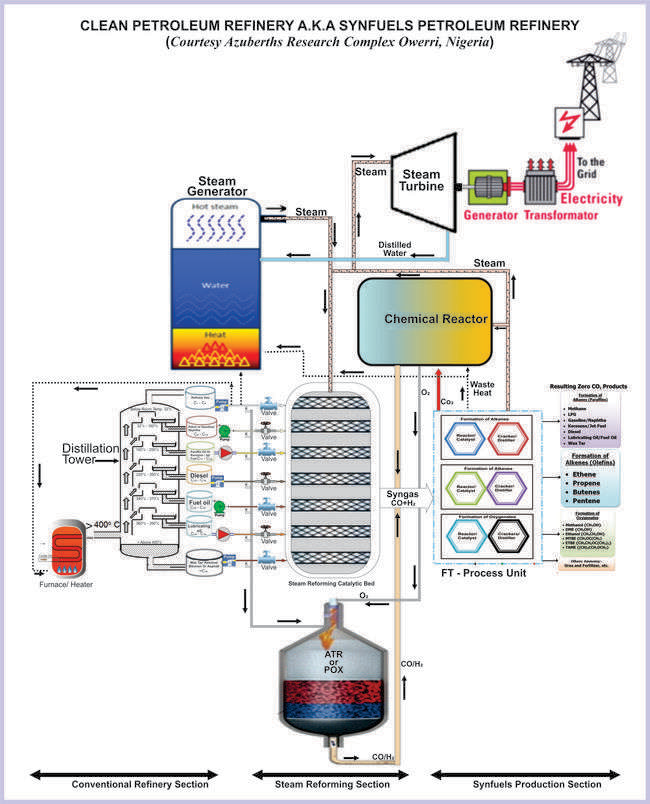
The proposed IJN-clean petroleum refinery “CPR” a.k.a. Synfuels petroleum refinery “SPR” (courtesy Azuberths Research Complex, Owerri, Nigeria), basically implies the addition of specialized treatment units/sections to the present petroleum refining units for the production of only synthetic liquid fuels (gasoline, kerosene, diesel, etc.) such as the reforming unit (steam reforming, partial oxidation, auto- thermal reforming), the FT-GTL unit and the CO2 capture unit. By extension, with these additional units the refinery incorporates a thermo-chemical reactor unit much like the solar refinery (which uses the generated CO2 and steam/ H2O plus waste heat) and steam turbine electricity generator, in real-time to convert CO2 to syngas (CO/H2 mixture) and generate grid power respectively.
Operationally, it retains all the activities performed in the conventional petroleum crude oil refinery configuration which is used to break the crude oil to the different present end-products i.e. Regular and Premium gasoline {i.e. Regular motor spirit “RMS “–super petrol and Premium motor spirit “PMS”}; kerosene {i.e. Dual purpose kerosene “DPK– illuminating kerosene and Aviation treatment kerosene “ATK”}, diesel {i.e. Automotive gas oil “AGO” – Light Gas oil}; Heavy Gas oil and lubricating oils {i.e. low Pour fuel oil “LPFO”), etc. Then instead of loading the products into the storage tanks as end products, it is routed to the reforming unit to convert it to hydrogen (H2) and carbon monoxide (CO) mixture/combination known as synthesis gas (syngas). Subsequently, the H2 and CO combination can be selectively routed to any of the three categories of the FT-GTL units based on market demand. Inside the FT-GTL units, it is first routed to the reactor/catalyst reactor which converts the H2 and CO to long chain hydrocarbons. Finally the long chain hydrocarbons are routed to the cracker/distiller which yields the different GTL end products i.e. synthetic liquid fuels such as GTL-LPG, GTL-gasoline, GTL-kerosene, GTL- diesel, GTL-fuel oils/lubricants, etc. stored in the final end products storage tanks. Technically, the general reaction formula for steam reforming of saturated hydrocarbon components {CnHm + nH2O → nCO + (m/2+n) H2}, can be applied to convert the entire end products stream from the conventional petroleum refinery (comprising C1 to C70+) to carbon monoxide and hydrogen (CO + H2) mixture, for subsequent production of Synfuels, Figure 21.

(a) (b) Figure 21: Reaction formula for the steam reforming of saturated hydrocarbon components of the present petroleum crude oil refinery end products. Notably, the end products from the existing petroleum crude oil refineries fall into two categories: the internal combustion engine transportation fuels products “C5 to C20 fractions” comprising gasoline (petrol), kerosene (paraffin oil) and diesel fuels and the non-transportation fuel products (e.g. liquefied natural gas “LNG” (C1/C2), liquefied petroleum gas “LPG”, liquid naphtha’s, lubricants, waxes, base oils, etc.).
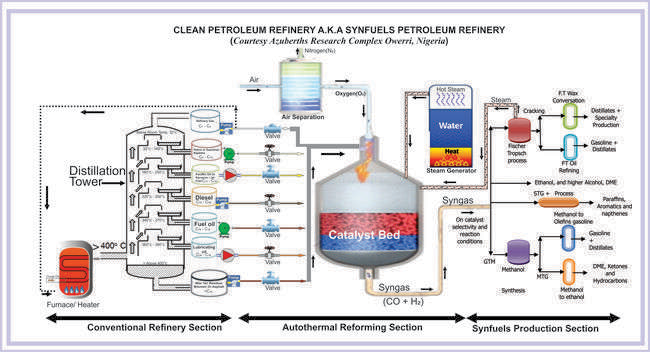
Logistically, the IJN-clean petroleum refinery (CPR) concept could be targeted at reforming only the internal combustion engine transportation fuels products, figure 21b. This is based on the assumption, that the direct uses of the non- transportation fuel products are carbon neutral, for instance C1/C2 could be used as fuel or liquefied natural gas (LNG), C3 /C4 is the liquefied petroleum gas (LPG). Liquid naphtha’s (benzine) is used in different commercial chemical industries (Olefin plant feedstock). C20+ constitutes waxes and synthetic lubricants, e.g. drilling fluids waxes, lubricating oils, polishes, bitumen for surfacing roads and roofing, plus other high value specialty products. Figures 22, 23 and 24 are the alternate configurations of the proposed IJN-clean petroleum refinery “CPR” a.k.a. Synfuels petroleum refinery “SPR” originating from the author which can utilize any of the syngas conversion technique to convert the present petroleum crude oil refined products into ultra-clean, non-toxic, biodegradable, lower- carbon liquid transportation fuels that can take the place of petroleum gasoline, aviation fuel, diesel, marine fuel oil etc., without any engine modifications and using existing distribution infrastructure.
Precisely:
- In Figure 22, the present petroleum crude oil refineries products are routed to the auto-thermal reforming unit were it is converted into syngas. The syngas is then channeled into the FT-GTL reactors to generate the various end products as well as waste heat, super heated steam and carbon dioxide. The combined CO2 (from reforming unit and the FT-reactors), steam and waste heat (from the FT-reactors) is routed into a thermo-chemical reactor (similar to the solar thermal fuel production chemical reactor), which generates O2 and syngas (H2/CO). While the resulting (H2/CO) is channeled into the FT-GTL reactor the oxygen is routed into the auto-thermal reforming unit to supplement the oxygen produced in the air separation unit (ASU).
- On the alternative, in Figure 23, fractions of the syngas generated in the auto-thermal reforming unit is channeled into four GTL possible options (GTM- MTG Process, STG + Process, FT- GTL process and the ethanol/ higher alcohol production processes) that convert it to useful end products to accommodate all the market demands.
- Figure 24 is a mega IJN-clean petroleum refinery plant configuration that incorporates both the steam reforming and the auto-thermal reforming units. In this case all the oxygen required for the auto-thermal reformation is generated from the thermo-chemical reactor. Thus it eliminates the cost of the air separation system. All the other operations are very similar to the figure 22 configuration. In both cases fraction of the super heated steam produced in the FT-GTL reactors is used to run steam turbine(s) for power generation.
Conclusion and Recommendation
Apart from the common/major petroleum products such as LPG, Gasoline, Naphtha, Paraffin Wax, Kerosene, Diesel (Gasoil), Fuel Oil, Lubricating oil, Bitumen/Asphalt, etc, most of which are used for transportation and producing electricity, there are lots of incredible second level petroleum products being derived after several refining processes, such as plastics, clothes, beauty products, bicycle tires, fishing lures, perfumes, food preservatives, dentures, lipstick, vitamin capsules, petroleum jelly, medicines, furniture, appliances, solar panels, PVC pipes, bulletproof vests, consumer electronics, wind turbines, automobile parts and so on.
Every existing petroleum crude oil refineries can be upgraded to the IJN-Clean Petroleum Refinery (CPR) a.k.a. Synfuels Petroleum Refinery (SPR). While new refineries can be built to route the products from the distillation unit directly into the reformer thereby eliminate the cost of installing other integrated refining units. Ultimately, this will reduce the retail price of the Synfuels.
The overall products from the crude oil petroleum refining operation can be reformed to syngas “synthesis gas or synthetic gas” via steam reforming or dry reforming or bi-reforming and subsequently converted to Synfuel “Synthetic liquid fuels” using the FT-GTL Fischer-Tropsch (FT) Technology a.k.a. FT-GTL synthesis process.
Since the FT-GTL unit operation is capital intensive, there are two possible scenarios or routes to the conversion of conventional crude oil refinery products to Synfuels. (a) Target only the conversion of the fractions needed for transportation/combustion operations, which constitutes about 30% - 50% of the straight-cut primary distillation products (optimization). (b) Reform all the primary distillation products.
The synergy of petroleum crude oil refining and FT- syngas process techniques will prolong the expected life span of the fossil energy sources as well as reduce the cost of transportation fuels due to additional surplus production from using the waste byproducts, CO2, steam/H2O and waste heat in the adjoined chemical reactor operating much like the e-fuels or solar fuels production facilities. Furthermore fraction of the CO2 and steam/H2O generated in the FT process unit can be used for dry reforming or bi-reforming of a fraction of the conventional crude oil refinery products into syngas (CO + H2 mixture).
The sole production of Synfuels energy carriers, i.e., to power internal combustion engines in the form of gasoline (or petrol), diesel, fuel oil for electricity and transportation fuels from existing petroleum crude oil refineries could be an efficient means of meeting some of the main Sustainable Development Goals (SDGs) set by the United Nations General Assembly in 2015 for the year 2030 in particular Affordable and Clean Energy.
Apparently, the endless products derivable from functional groups reactions, carbon black, olefins, aromatics and aliphatic petrochemicals, polymerization processes establishes the fact that the fossil petroleum (crude oil and natural gas) is virtually everything to mankind development. Meaning that we are not going to transition out of oil and natural gas, rather we will transition away from emissions i.e. producing these products in a way that has lower and lower emissions.
The extra investment for the petroleum crude oil refinery upgrade to Synfuels refinery will not only enhance products quality, but will also, at least double the production quantity thereby drastically reducing the retail costs to the consumers of all the varieties of the end products. Furthermore, all the FT-GTL synthetic liquid fuels products out performs there petroleum crude oil products equivalents.
My recommendation is that, for the purpose of saving mankind from the overall growing climate change danger, the editorial board should seek for collaboration between all the stakeholders, including the publisher and author, with governments across the globe to embark on the refinery synergy concept. This entails mandating all the existing petroleum crude oil refineries operators to upgrade to the clean petroleum technology. It will be by far cheaper than producing “Blue hydrogen”, “Green hydrogen”, “Grey hydrogen”, “Brown hydrogen”, “Blue and green ammonia” and other related or possible alternatives because more than 70% of the infrastructures are already in place in the existing petroleum crude oil refineries worldwide.
References
-
Katz DL (1959) Handbook of Natural Gas Engineering. McGraw–Hill Book Company, New York, USA.
-
Ekejiuba AIB (2018a) Associated Stranded Natural Gas Monetized in Real-Time Via Conversion to Petrochemical and Other Useful End Products. International Journal of Innovative Research & Development 7(7): 445-477.
-
Ikoku CU (1980) Natural Gas Engineering: A Systems Approach. Pennwell Books Tulsa, Oklahoma USA.
-
Levorsen AI (1967) Geology of Petroleum. 2nd (Edn.), W.H. Freeman and Company, San Francisco, USA.
-
Clark JA (1963) The Chronological History of the Petroleum and Natural Gas Industries. Clark Book Co., Houston, Texas, USA.
-
Wikipedia, Fuel.
-
Ekejiuba AIB (2018b) Real-Time Synthetic Conversion of the Entire Flared Associated Natural Gas Stream to Liquefied Petroleum Gas (LPG). International Journal of Innovative Research & Development 7(8): 397-410.
-
Wikipedia, Aviation biofuel.
-
Escravos-Lagos Pipeline System.
-
Escravos Gas-to-Liquids Project, Nigeria-Hydrocarbons Technology, Niger Delta.
-
Ekejiuba AIB (2018c) Real-Time Production of Synthetic Gasoline, Kerosene or Diesel from Methane in the Flare Stream Associated Gas in Nigeria. International Journal of Innovative Research & Development 7(10): 95-121.
-
Wikipedia, Methane.
-
Encyclopaedia Britannica, Methane.
-
Ekejiuba AIB (2011) Natural Petroleum: Chemistry and Valuable Products Fractions. Inter- World Journal of Science and Technology 4(2): 300-337.
-
Ekejiuba AIB (2020) Guide to Petroleum Engineering Career**:** The Best Practices Petroleum Infographic Cutting-edge Technology Approach. Dorrance Publishing Co., Pittsburgh, USA.
-
Wikipedia Gasoline.
-
Wikipedia, Kerosene.
-
Wikipedia, Diesel fuel.
-
Refining Crude Oil - Downstream Oil and Gas.
-
Bamkole TO, Ogunkoya L (1978) Introductory Organic Chemistry. Ibadan Day Star Press, Nigeria.
-
Falade GK (1978) The Place of Petroleum and Petrochemicals in the Nigerian Economy. Bulletin of the Science Association of Nigeria 4(2).
-
Fischer PA (2001) Natural Gas: How Operators Will Bring ‘Worthless’ Gas to Market.
-
Jones A, Grant J (2019) A New Process for Improved Liquefaction Efficiency Costain Natural Resources Division.
-
Energy4me Refining Oil - Bing images.
-
The Process of Refining Crude Oil, Instrumentation.
-
Crude Oil: Refining Process of Crude Oil.
-
SPE International-energy4 me (2007) Oil and Natural Gas. SPE, DK Publishing, Inc.
-
Crude Oil: Uses of Crude Oil.
-
Ikoku CU (2000) Petroleum: Mankind’s Best Friend. Inaugural Lecture Series No. 26, University of Port Harcourt, Nigeria.
-
Ebbing DD, Wentworth RAD, Birk JP (1995) Introductory Chemistry. Houghton Mifflin Company, USA.
-
Timberlake KC (2006) An Introduction to General, Organic and Biological Chemistry. 9th(Edn.), Person Benjamin Cummings.
-
Brown WH, Foote CS, Inverson BL (2005) Organic Chemistry. 4th(Edn.), Thomson Books/Cole Belmont.
-
International Energy Agency (2010) Natural Gas Liquids: Supply Outlook 2008-2015, Oil Industry and Markets Division.
-
Myers RT, Oldham KB, Tocci S (2007) Chemistry. A Harcourt Education Company, Orlando, USA.
-
Lom WL (1975) Petroleum Gases. In: Hobson GD, et al. (Eds.), Modern Petroleum Technology. 4th (Edn.), Applied Science Publishers Ltd, the Institute of Petroleum, Great Britain.
-
Sherman SJ, Sherman A (1999) Essential Concepts of Chemistry. Houghton Mifflin Company, Boston, USA.
-
Castilla-Archilla J, O’Flaherty V, Lens PNL (2019) Biorefineries: Industrial Innovation and Tendencies. In: Rodrigo J, et al. (Eds.), Biorefinery. Springer, Cham.
-
Cui Z (2014) When is the Future for Synthetic Fuel? Standford University, USA.
-
Wikipedia, Synthetic Fuel.
-
Glebova O (2013) Gas-To-Liquids: Historical Development and Future Prospects. Oxford Institute for Energy Studies, UK.
-
Stranges AN (2001) Germany’s Synthetic Fuel Industry 1927 -1945. University of Kentucky Center for Applied Energy. Energeia 12(5).
-
Tealdi L (2001) Energy for the Future: The Way Ahead. Society of Petroleum Engineering 3(2): 10-14.
-
What are the steps in distillation process?_Pyrolysis machine FAQ.
-
Wikipedia, Gas to Liquids.
-
Ekekpe J, Onyekonwu MO (2007) Economics of Gas-To- Liquid Technology. Petroleum Training Journal 4(2).
-
Lake LW, Warner Jr HR (2007) Petroleum Engineering Handbook. Volume VI, Emerging and Peripheral Technologies, Society of Petroleum Engineers, Richardson, TX USA.
-
SynCat@Beijing, Synthesis Gas Chemistry and Synthetic Fuels.
-
Synhelion (2022) Synthetic fuels explained.
-
LaMonica M (2012) Natural Gas Tapped as Bridge to Biofuels. MIT Technology Review, USA.
-
Chevron, Gas-to-Liquids technology.
-
Selectivity of Catalyst and its Activity/Catalyst Chemical Reaction.
-
Silva CA, Miranda PEV (2016) Proposition of a Mechanism for the Electrochemical Oxidative Coupling of Methane. Revista Materia pp: 3-4.
-
Ekejiuba AIB (1990) Economic Viability of producing LPG and LNG from the Nigerian Flare Gas Stream. Lambert Academic Publishing, OmniScriptum Group, Mauritius.
- Nigeria’s Vulnerability in the Face of Global Energy Policy
- A Simulation Study of Investigation of Optimum Oil Production Performance by Applying Various Gas Injection Methods in Oil Reservoir
- Characterization of Permo-Triassic Reservoirs through Thermal Maturity Assessment of Westphalian Source Rocks in the Cheshire Basin
- Influence of Microwax on the Rheological and Thermal Behaviour of a Wax Crude Oil
- Real-Time Monitoring and Performance Optimization of Steam Injection in Heavy Oil Reservoirs Using Fiber Optic Sensing and Integrated Predictive Simulation Models
- Rapid On-Site Determination of the Total Petroleum Hydrocarbon Content of Soils by Handheld Fourier Transform Near-Infrared Spectroscopy: Development of a Global, Site- and Scanner- Independent Calibration Model